
W szczegółach: naprawa zrób to sam wiertarki 2n125 od prawdziwego mistrza na stronie my.housecope.com.
Producent wiertarek pionowych modele 2N125, 2N135, 2N150, 2G175 - Sterlitamak Machine-Tool Plant, OOO NPO Stankostroeniezałożona w 1941 roku.
Historia Fabryki Obrabiarek Sterlitamak rozpoczyna się 3 lipca 1941 r., Kiedy rozpoczęła się ewakuacja Fabryki Obrabiarek w Odessie do miasta Sterlitamak.
Już 11 października 1941 r. Zakład Obrabiarek Sterlitamak rozpoczął produkcję specjalnych maszyn kruszywowych dla przemysłu obronnego.
Obecnie zakład produkuje urządzenia do obróbki metali, w tym tokarki i frezarki CNC, wielofunkcyjne centra obróbcze, narzędzia do obróbki i skrawania metali.
Wiertarka pionowa uniwersalna 2H125 o nominalnej średnicy wiercenia 25 mm znajduje zastosowanie w zakładach o produkcji jednostkowej i małoseryjnej i jest przeznaczona do wykonywania następujących operacji: wiercenie, rozwiercanie, pogłębianie, pogłębianie, rozwiercanie i przycinanie nożami.
Ograniczenia liczby obrotów i posuwów wrzeciona umożliwiają obróbkę różnego rodzaju otworów w racjonalnych warunkach skrawania.
Chronologia produkcja przez zakład wiertnic pionowych serii 2125 o średnicy wiercenia do 25 mm:
- 2125 - pierwszy model serii wiertarek pionowych, produkowany od 1945 do 1950 roku.
- 2A125, 2A125A, 2A125K - następujące modele z tej serii były produkowane w latach 1950-1965.
- 2N125, 2N125A, 2N125K, 2N125F2 - najpopularniejszy i masowy model serii, produkowany od 1965 do początku lat 90
- 2S125, 2S125-01, 2S125-04 - najnowsze modele z serii. Wycofany z produkcji w 2014 r.
| Wideo (kliknij, aby odtworzyć). |
Obecność na maszynach mechanicznego posuwu wrzeciona, z ręczną kontrolą cykli pracy.
Umożliwia obróbkę części w szerokiej gamie rozmiarów z różnych materiałów przy użyciu narzędzi wykonanych ze stali wysokowęglowej i szybkotnącej oraz stopów twardych.
Maszyny wyposażone są w urządzenie do odwracania silnika elektrycznego głównego ruchu, co pozwala na ich gwintowanie gwintownikami maszynowymi przy ręcznym posuwie wrzeciona.
Kategoria umieszczenia 4 zgodnie z GOST 15150-69.
Deweloperem jest Specjalne Biuro Projektowe Obrabiarek Specjalnych w Odessie.
Do obróbki otworów o różnych średnicach stosuje się podstawowe wiertarki pionowe: 2Н125. Dwie ostatnie cyfry każdego numeru modelu wskazują największą średnicę otworu w mm, jaką można wywiercić na tej maszynie w 45 stalowych półfabrykatach.
W oparciu o powyższe podstawowe modele obrabiarek powstały następujące zmodyfikowane modele:
2H125A - wiertarki pionowe ze sterowaniem automatycznym (sterowanie odbywa się za pomocą wstępnie skonfigurowanych krzywek i przycisków);
2N125K - koordynować wiertarki pionowe ze stołem krzyżowym;
2Н125С - specjalne wiertarki pionowe jednostanowiskowe z pinolą kołnierzową, służące do mocowania głowic wielowrzecionowych;
2Н125Н - wiertarki wielostanowiskowe przeznaczone do montażu głowic wielowrzecionowych i stołów obrotowych;
2N125F2 – wiertarki CNC, stół krzyżowy i rewolwerowy itp.
- 2T125, 2T140, 2T150 - producent: Gomel Zakład Zespołów Obrabiarek,
- 2AC132, 2AC132-01 - producent: Astrachańska Fabryka Obrabiarek
- 2L125, 2L132, 2L135, LS25, LS35 - producent: Lipieck Machine Tool Enterprise (PJSC STP-LSP)
- MN25L, MN25N-01 - producent: fabryka obrabiarek Molodechno
Rysunek przestrzeni roboczej wiertarki 2H125
Zdjęcie wiertarki 2H125
Lokalizacja głównych części wiertarki 2H125
- Napęd wiertarki - 2Н125.21.000
- Skrzynia biegów maszyny - 2Н125.20.000
- Pompa nurnikowa oleju - 2N125.24.000 do maszyny 2N125
- Pompa tłokowa oleju - 2Н135.24.000
- Karmnik - 2Н125,30.000
- Kolumna, stół, piec - 2Н125.10.000
- Mechanizm kontroli prędkości i posuwu - 2Н125.25.000
- Szafka elektryczna - 2Н125.72.000
- Sprzęt elektryczny - 2Н125.94.000
- Montaż wrzeciona - 2Н125.50.000
- Układ chłodzenia maszyny - 2Н125.80.000
- Głowica wiertarska - 2Н125.40.000
Lokalizacja sterowań do wiertarki 2H125
- Płyta - „Napełnianie” chłodziwem
- Talerz - "Drenaż"
- Zawór rozruchu chłodzenia
- + 19 śrub do regulacji klina stołu i głowicy wiertarskiej
- Uchwyt podróżny stołu
- Śruby zaciskowe i z łbem wiertarskim
- Płyta - „Uziemienie”
- Przełącznik wprowadzający
- Etykieta — „Wyłącznik główny”
- Przycisk sygnału MASZYNA WŁĄCZONA
- Przycisk do włączania prawego obrotu wrzeciona
- Przycisk do włączania lewego obrotu wrzeciona
- Przycisk do włączania ruchu wahadłowego wrzeciona podczas przełączania prędkości i posuwów
- Gałka zmiany biegów
- Przycisk stopu
- Płyta - „Prędkość”
- Znak - "Zmień prędkość tylko po zatrzymaniu"
- Śruby zaciskowe i z łbem wiertarskim
- +4 śruby do regulacji klina stołu i głowicy wiertarskiej
- Płyta - „Posuw, mm na obrót”
- Dźwignia zmiany posuwu
- Przycisk włączania ręcznego podawania
- Pokrętło mechanizmu posuwu
- Kończyna do liczenia głębokości obróbki
- Przełącznik światła
- Płyta - „Chłodzenie”
- Przełącznik pompy płynu chłodzącego
- Krzywka regulacji głębokości
- Krzywka do ustawiania głębokości cięcia gwintu
- Dźwignia automatycznego cofania głównego napędu po osiągnięciu określonej głębokości gwintu
- Dźwignia wyłączająca posuw mocy po osiągnięciu określonej głębokości obróbki
- Kwadrat do ręcznego przemieszczania głowicy wiercącej
Schemat kinematyczny wiertarki 2H125
Wykaz symboli graficznych na wiertarce 2H125
Rysunek skrzyni biegów wiertarki 2H125
Skrzynia biegów i napęd. Skrzynia biegów informuje wrzeciono o 12 różnych prędkościach obrotowych za pomocą ruchomych bloków 5 (rys. 7), 7, 8. Podpory wału skrzyni biegów są umieszczone w dwóch płytach - górnej i dolnej 4, spiętych ze sobą czterema łącznikami 6 Przekładnia jest wprawiana w ruch obrotowy przez umieszczony pionowo silnik elektryczny poprzez elastyczne sprzęgło 10 i koło zębate 9. Ostatni wałek 2 skrzyni - tuleja - ma otwór szczelinowy, przez który przenoszony jest obrót.
Poprzez parę kół zębatych 3 obrót jest przenoszony na skrzynię podającą.
Smarowanie skrzyni biegów, jak również wszystkich zespołów montażowych głowicy wiercącej, odbywa się z pompy nurnikowej zamontowanej na płycie dolnej 4. Praca pompy jest kontrolowana przez specjalny wskaźnik poziomu oleju umieszczony z przodu podsilnika talerz.
Mechanizm sterowania prędkościami i posuwami wiertarki 2H125
Mechanizm przełączania prędkości i posuwów wiertarki 2H125
Mechanizm przełączania prędkości i posuwów. Przełączanie prędkości odbywa się za pomocą uchwytu 2 (rys. 8), który ma cztery położenia na obwodzie i trzy wzdłuż osi, przełączanie posuwów odbywa się za pomocą uchwytu 3, który ma trzy położenia na obwodzie dla maszyn modeli 2H135 i cztery dla 2H150 i trzy pozycje wzdłuż osi. Uchwyty znajdują się z przodu głowicy wiertarskiej. Odliczanie uwzględnionych prędkości i posuwów odbywa się zgodnie z tablicami 1 i 4.
Rysunek skrzyni podawczej wiertarki 2H125
Skrzynia biegów. Mechanizm montowany jest w osobnej obudowie i montowany w głowicy wiertniczej. Przesuwając dwa potrójne bloki kół zębatych, przeprowadza się dziewięć różnych posuwów na maszynach 2H125, 2H135 i dwanaście posuwów na maszynie 2H150. W maszynach 2N125 i 2N135 skrzynie podające różnią się tylko napędem, który składa się z maszyny 2N125 o biegach 1 (rys. 9), w maszynach 2N125, 2N135 - odpowiednio o kołach 2, 3 -.Skrzynia podająca jest zamontowana w otworze górnej podpory ślimaka mechanizmu podającego. Na ostatnim wale skrzyni sadzone jest sprzęgło 4, które przenosi obrót na ślimak.
Rysunek głowicy wiertarskiej wiertarki 2H125
Głowica wiertarska jest odlewem o przekroju skrzynkowym, w którym zamontowane są wszystkie główne zespoły montażowe maszyny: skrzynia biegów, skrzynia posuwu, wrzeciono, mechanizm posuwu, przeciwwaga wrzeciona oraz mechanizm zmiany biegów i posuwu.
Mechanizm posuwu, składający się z przekładni ślimakowej, poziomego wału z zębatką i zębnikiem, ramienia, krzywkowych i zapadkowych sprzęgieł jednokierunkowych, koła ręcznego, jest integralną częścią głowicy wiercącej.
Mechanizm podający jest napędzany ze skrzyni podającej i jest przeznaczony do wykonywania następujących operacji:
- ręczne podejście narzędzia do części;
- włączenie posuwu roboczego;
- ręczne podawanie posuwu;
- wyłączenie posuwu roboczego;
- ręczne wycofanie wrzeciona do góry;
- posuw ręczny stosowany w gwintowaniu.
Zasada działania mechanizmu podającego jest następująca: gdy koło ręczne 14 (ryc. 10) obraca się, sprzęgło krzywkowe 8 włącza się samo, co obraca wałek zębaty 3 zębatki i zębnika przez półsprzęgło 7 , a wrzeciono jest podawane ręcznie. Gdy narzędzie zbliża się do części, na wale zębatym 3 pojawia się moment obrotowy, który nie może być przenoszony przez zęby sprzęgła krzywkowego 8, a półsprzęgło 7 porusza się wzdłuż wału, aż końce krzywek części 7 i 8 staną przeciwko sobie. W tym momencie sprzęgło krzywkowe 8 obraca się względem wału zębatego 3 pod kątem 20°, który jest ograniczony rowkiem w części 8 i kołkiem 10. Dwustronna tarcza zapadkowa 6 osadzona jest na uchwycie - połówka -sprzęgło 7, połączone z półsprzęgłem zapadkami 13. Podczas przesuwania uchwytu-półsprzęgła 7 zęby tarczy 6 zaczepiają się o zęby tarczy zintegrowanej ze ślimacznicą 5. W efekcie obrót od ślimak jest przenoszony na zębatkę i zębnik, a trzpień jest zasilany mechanicznie. Przy dalszym obrocie kierownicy 14 przy włączonym posuwie zapadki 13, osadzone w półsprzęgle uchwytu 7, ślizgają się po zębach wewnętrznej strony tarczy 6; istnieje ręczny posuw posuwu mechanicznego.
Przy ręcznym włączeniu posuwu pokrętłem 14 (po obróceniu go do siebie pod kątem 20°) ząb sprzęgłowy 8 opiera się o wnękę półsprzęgła 7. W wyniku działania siły osiowej i specjalnej sprężyny 12 półsprzęgło 7 przesuwa się w prawo i odłącza tarcze zębate 5 i 6; posuw mechaniczny zatrzymuje się.
Mechanizm posuwu umożliwia ręczny posuw wrzeciona. Aby to zrobić, wyłącz posuw mechaniczny za pomocą pokrętła 14 i odsuń nasadkę 9 wzdłuż osi wałka zębatego 3 od siebie. W tym przypadku sworzeń II przenosi moment obrotowy ze sprzęgła krzywkowego 8 na wał poziomy. Ramię 4 jest zamontowane na lewej ścianie głowicy wiertniczej do wizualnego odczytu głębokości obróbki i ustawienia krzywek.
Do ręcznego przesuwania głowicy wiercącej wzdłuż kolumn prowadzących służy mechanizm składający się z pary ślimaków 2 i pary zębatek I. Aby zabezpieczyć mechanizm posuwu przed pęknięciem, zastosowano sprzęgło bezpieczeństwa 15. Nakrętka 16 i śruba 17 są służy do regulacji przeciwwagi sprężynowej.
Montaż wrzeciona wiertarki pionowej 2H125
Wrzeciono 2 (rys. 11) jest zamontowane na dwóch. Osiowa siła posuwu jest odbierana przez dolne łożysko oporowe, a siła wybijania narzędzia jest odbierana przez górne. Łożyska znajdują się w tulei 3, która porusza się wzdłuż osi za pomocą pary zębatek. Łożyska wrzeciona są regulowane za pomocą nakrętki 1.
Aby wybić narzędzie, na głowicy wrzeciona stosuje się specjalne urządzenie. Knockout występuje, gdy wrzeciono jest podnoszone za pomocą pokrętła. Uchwyt urządzenia opiera się o korpus głowicy wiertniczej, a dźwignia 4 obracając się wokół osi; wybija narzędzie.
Obwód elektryczny wiertarki 2H125
Opis obwodu elektrycznego maszyny
Po włączeniu maszyny wprowadzającej B1, napięcie jest podawane do obwodów głównych i pomocniczych, zapala się lampka sygnalizacyjna.Jeśli wymagane jest chłodzenie i oświetlenie, odpowiednie przełączniki są ustawione w pozycji „ON”. Po naciśnięciu przycisku Kn2 „PRAWO” cewka rozruchowa P1 otrzymuje zasilanie, styki główne włączają się M1 dla prawidłowego obrotu wrzeciona. Poprzez styki pomocnicze P1 włączany jest rozrusznik P5, który obejmuje pompę elektryczną M2 i przekaźnik opóźniający P12.
Po naciśnięciu przycisku KNZ „LEWO” rozrusznik P1, silnik elektryczny M1, przekaźnik P12 są wyłączane po rozładowaniu kondensatora C3, styki przekaźnika P12 (28-26) są zamknięte, a rozrusznik P2 i M1 są włączone dla obrotu w lewo. Przekaźnik P12 włącza się ponownie.
W przypadku automatycznego cofania, te przełączenia występują, gdy mikroprzełącznik B4 jest uruchamiany przez krzywkę zamontowaną na kończynie.
Zatrzymanie odbywa się poprzez naciśnięcie przycisku Kn1 „STOP”, podczas gdy rozruszniki P1 lub P2, P5 są wyłączone, wyłączając M1, M2. Poprzez styki przekaźnika P12 (7-9) przekaźnik P11 jest włączany, a następnie aktywowane są rozruszniki P3 i P4. Uzwojenia silnika elektrycznego M1 są połączone przez prostowniki D1, D2 z transformatorem Tr2, następuje hamowanie dynamiczne. Po rozładowaniu kondensatora C1, C2 przekaźnik P11 zostaje wyłączony, co odłącza rozruszniki P3, P4 i M1 od obwodu hamulca.
Podczas przełączania prędkości, jeśli koła zębate się nie włączają, stosuje się skokowy obrót wirnika silnika elektrycznego. Po naciśnięciu przycisku Kn4 „CRANK” rozrusznik P4 zostaje włączony, zredukowane napięcie wyprostowane przepływa przez fazy 1C2-1CЗ. Poprzez rezystancję P2 przekaźnik P11 włącza się z opóźnieniem, wyłączając rozrusznik P4 i włączając P3 - napięcie przepływa przez fazy 1C1-1C2. Takie przełączanie zapewnia kołysanie wirnika i kinematykę, co ułatwia przełączanie prędkości.
Przekaźniki termiczne służą do ochrony przed przeciążeniem. Dla zerowej ochrony - cewki i styki rozruszników magnetycznych.
Strony 1 2 3 Dalej
Aby przesłać odpowiedź, musisz się zalogować lub zarejestrować.
- rycerz Jedi
- Gdzie: Kostroma
- Rejestracja: 23-05-2011
- Posty: 1,010
Uratował wiertarkę z metali żelaznych. Nie rozebrałem go zbyt dobrze, wyczyściłem, namaściłem, podłączyłem do sieci, w zasadzie wszystko działa, ale jest jeden punkt. Gdy automatyczny posuw jest włączony, wrzeciono w powietrzu idzie normalnie, gdy tylko zacznie wchodzić w metal, posuw zostaje wyłączony. Wypróbowałem różne kombinacje prędkości, wynik jest taki sam.
Podczas wiercenia w drewnie nie ma takich problemów.
Jest kurtka termiczna, ale na razie jest odcięta. Mówię, że problem nie tkwi w elektryce, jest jeden silnik do obracania i do opuszczania, teraz jest podłączony bezpośrednio do 380v przez konwencjonalną maszynę. Obrót nie zatrzymuje się, zatrzymuje się tylko opuszczanie.
Magiczny blackmetal. 
Jeśli nie tajemnicą, to ile powstało zbawienie?
Jeszcze nie wiem na pewno osoba wskazała 25 r/kg, maszyna jeszcze nie była zważona, ale w internecie waży około 600 kg.
I naprawdę magiczne, teraz nie możesz kupić nic wartościowego za takie pieniądze. Coś podobnego będzie kosztować wielokrotnie więcej.
Wcześniej kupiłem w pełni sprawną tokarkę za 15 tr. w tym transport. jego waga to 1,3 tony)
Wcześniej kupiłem w pełni sprawną tokarkę za 15 tr. w tym transport. jego waga to 1,3 tony)
Nierealne szczęście. Po prostu nierealne.
Czy zdarza się to często? Chciałbym jakoś monitorować sytuację w tych sprawach. Jak, nawet nie wiem.
Czy instalujesz to wszystko w swoim warsztacie-garażu?
- PVS
- Mistrz Jedi

- Gdzie: Swierdłowsk
- Rejestracja: 15-06-2011
- Posty: 14,334
Więc musisz to zrobić ręcznie.
- rycerz Jedi
- Gdzie: Kostroma
- Rejestracja: 23-05-2011
- Posty: 1,010
Więc musisz to zrobić ręcznie.
Wcześniej kupiłem w pełni sprawną tokarkę za 15 tr. w tym transport. jego waga to 1,3 tony)
Nierealne szczęście. Po prostu nierealne.
Czy zdarza się to często? Chciałbym jakoś monitorować sytuację w tych sprawach. Jak, nawet nie wiem.
Czy instalujesz to wszystko w swoim warsztacie-garażu?
To rzeczy z różnych miejsc. Tylko zbieg okoliczności.
Nie, mam warsztat obróbki metali. Wynajmuje pokoj.
wcześniej wynajmowałam pomieszczenie z kilkoma maszynami.Chciałem coś odkupić, nie oddali, teraz to wszystko leży na ulicy, ale nadal nic nie oddają.
nadal nic nie rozdaje
Cały sens nieudolnego menedżera. Pieprzyć takie narzędzie. Wiedzą tylko, jak wynająć i mieć z tego babo. A umysł nie wystarczy, by opanować dostępny sprzęt.
Patrzę na YouTube, w Ufie to samo gówno, dawny zakład ze stoiskami maszyn, które są naprawdę warte. Możesz odkupić po cenie metalu. Chyba tylko dostawa będzie kosztowna. W razie potrzeby skontaktuję się z osobą, która tam pracuje/robi/usuwa blogi.
Są nie tylko toczenia, są też bardzo wyspecjalizowane, takie jak prasa do ciężkich ton i tak dalej. Nie pamiętam dokładnie. Ogromna sterta pasów spiętrzona w osobnym pomieszczeniu.
Z pewnością nie wiem, ale po co ci ten kanał? Nigdy nie korzystałem z mojego kanału. Ma odwieczny problem, to tłuszcz. Jeśli smar nie płynie i kilka: wrzeciono - pióro bez luzu, powodzenia.
Strony 1 2 3 Dalej
Aby opublikować odpowiedź, musisz się zalogować lub zarejestrować.
Wiadomość nr 1 Alex72 »02 sty 2018, 12:43
Wiadomość nr 2 WIERSZ »02 sty 2018, 12:48
Wiadomość nr 3 Salnik1970 »02 sty 2018, 13:20
Wiadomość nr 4 vanek-w1 »02 sty 2018, 17:12
Wiadomość nr 5 Operator maszyny »02 sty 2018, 18:16
Wiadomość nr 6 Salnik1970 »02 sty 2018, 21:09
Wiadomość nr 7 Alex72 »03 sty 2018, 13:01
Dziękuję ! Powiedzieć. Po której stronie najlepiej otworzyć pokrywę boczną? Co byłoby lepiej zbliżyć się do tej wiosny
Wysłane po 2 minutach 31 sekundach:
Wiadomość nr 8 Salnik1970 »03 sty 2018, 13:41
Wiadomość nr 9 vanek-w1 »03 sty 2018, 13:42
Wiadomość nr 10 Alex72 »06 sty 2018, 01:56
Otworzyłem ją dzisiaj od strony kończyny. Wyciągnięty kołnierz. Przymocowany do niego dwoma śrubami. Jakiś mechanizm sprężynowy. z jarzmem. Koło słoneczne pozostało na kołnierzu. Zawiera mały sprzęt. Który znajduje się na wale samej kierownicy. Podniósł pióro ręcznie. Utrzymany. i zebrał wszystko. Pióro nie spada. W porządku. Ale ona też nie wraca na szczyt.
Czytam. co jest w krawężniku. ... O ile rozumiem. Jest łańcuszek z ciężarkiem, aby podnieść pióro.
I jeszcze jedno pytanie: powiedz mi urządzenie nasadki na kole 125k. Zgubiłem się.
Jak trudno jest zrobić to samemu?
Wysłane po 2 minutach 53 sekundach:
Trochę tła. Przez jakiś czas pracowałem w warsztacie wysokociśnieniowych pomp paliwowych (wysokociśnieniowych pomp paliwowych), a na drugim piętrze była opuszczona wiertarka, czyli wiertarka. Właściciel zabrał ją do piekła, kupując jej, jego zdaniem, „odpowiedni zamiennik”. Na moje pytanie, co się z nią dzieje, odpowiedział, że pióro uderza i nie może już wiercić.
Chodząc po maszynie zdałem sobie sprawę, że właściciel, na szczęście dla mnie, był pełny
manekin był zły, a problemem były łożyska. Ale nie powiedziałem mu o tym, ale po prostu zaproponowałem, że kupię od niego te „rzeczy” za cenę złomu, na co w rzeczywistości szybko się zgodził. W ten sposób stałem się dumnym posiadaczem wiertarki pod koniec lat 60., ważącej w ten sposób poniżej 150 kilogramów, z odlewaną, jednoczęściową kolumną, stożkiem Morse'a nr 2 w piórach i kilowatowym silnikiem. Krótko mówiąc, całkiem mała maszyna przemysłowa.
Szybko zadzwoniłem do przyjaciela z półciężarówką i dopóki nikt nie zmienił zdania, rozebraliśmy go na bardziej strawne kawałki, załadowaliśmy do samochodu i przywieźliśmy do mojego domu na balkon mojego warsztatu.

Następnie przeprowadzono bardziej szczegółowy demontaż maszyny, wyciskając łożyska zabite w śmietniku:

Następnie nastąpił: płukanie wszystkiego ze starego smaru, czyszczenie ze starej farby, wymiana łożysk na nowy zamknięty typ (zatkany smarem od producenta).



„Czysty kapelusz” - osłona pasa:

Montaż tulei już z nowymi łożyskami:

Równolegle przeprowadzono szpachlowanie i malowanie maszyny:



Ostatnie części zostały umyte, na uchwyty nałożono termokurczliwe elementy, aby uzyskać bardziej estetyczny wygląd, zakupiono smar (smar) i wszystko jest gotowe do ostatecznego montażu:



Powoli wszystko się układa:

W tym procesie postanowiono nie parować ze starym silnikiem trójfazowym, nadal nie mam w domu trzech faz, więc uzyskano nowy silnik na kilowat mocy i obrobiono adapter. Koło pasowe jest podnoszone na właściwe miejsce na nowym silniku:

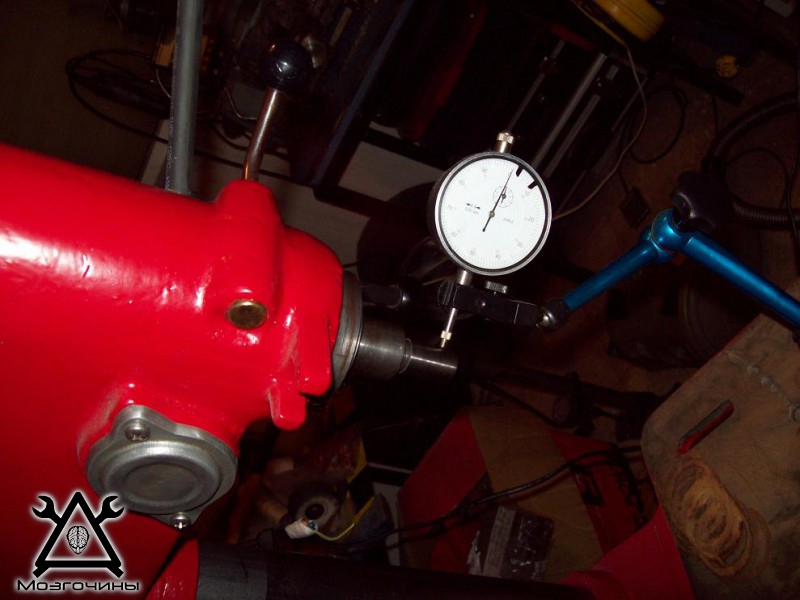
Pamiętając, że fajnie by było sprawdzić wyniki naprawy pinoli, a dokładniej wymiany łożysk i przyjrzeć się wynikowym uderzeniom, spróbowałem to zrobić. I – och, cud! - pomimo tego, że przy doborze łożysk nie kierowałem się klasą dokładności, wynik przerósł wszelkie oczekiwania, bicie promieniowe wynosi 0,01:
Na koniec kilka ostatnich drobiazgów - a maszyny już są na miejscu:


A na sam koniec - mała ciekawostka. Maszyna wyszła po prostu błyszcząca, dokładna, mocna, ale jeden problem: OBRACA SIĘ W INNY SPOSÓB, czyli w lewo
Morał z tej historii jest taki, że nie pij dużo piwa, gdy odnawiasz sprzęt. Uruchomiłem go ze sto razy, przekręciłem, przekręciłem i NIGDY nie zauważyłem, że obraca się w przeciwnym kierunku (prawdopodobnie dlatego, że nie było wkładu i nie było go widać na okrągłej osi). Ale to nie ma znaczenia. Zadzwoniwszy do silnika zdałem sobie sprawę, że nie da się go łatwo odwrócić i plując na niego kupiłem zestaw wierteł „lewych”, używam go od kilku lat i cieszę się jak słoń

- Zrób to sam steampunkowy medalion - 16.12.2016
- Zapalniczka Steampunk - 08.12.2016
- Kolejny pendrive Steampunk - 28.07.2016
- Pendrive Steampunk - 12.07.2016
- Elektryczna hulajnoga rozkładana - 18.06.2016 r.
- Deska rozdzielcza do skutera elektrycznego - 04.06.2016
- Mini kubotan, otwieracz, brelok - 05.12.2016
- Minimłotek - 30.04.2016
- Pendrive w formie świecy zapłonowej - 25.04.2016
- Zawieszki dla motocyklistów - wideo - 18.04.2016
- Mocowanie elektryczne do wózka inwalidzkiego - 07.09.2014
- Reflektory LED do rowerów elektrycznych - 25.06.2014
- Lampa w stylu post-core - 24.06.2014
- Reflektory LED do rowerów elektrycznych - 22.06.2014
- Obrzynarka do marmuru - 21.06.2014
Nie możesz zmienić kierunku obrotów? O ile mi wiadomo, tylko przy łączeniu uzwojeń w „deltę” z wlutowanymi wyprowadzeniami problematyczna jest zmiana kierunku obrotów. We wszystkich innych przypadkach możesz.
Klasa. Czy będą inne artykuły z przywróceniem?
Jak znajdę zdjęcia, będzie kolejny o małej tokarce :)
Patrzyłem na zdjęcia, nie, to kompletny koszmar, nic nie widać, będą inne projekty
Nie każde urządzenie jednofazowe jest łatwo odwracalne, u mnie bez całkowitego demontażu w celu dostania się do uzwojeń po prostu postanowiłem nie parować.
Maszyna pracuje już 4 lata i nie ma żadnych reklamacji, wiertła lewoskrętne są zwykle używane na maszynach CNC, a co za tym idzie znacznie wyższej jakości, ponieważ są przystosowane do dużego obciążenia.
Oczywiście warsztaty są możliwe, ale poza tym są dziesiątki artykułów
Musisz tylko pomyśleć, w której sekcji go umieścić.
Zobaczmy, myślę, że lepiej jako osobny temat, na przykład w zestawie narzędzi.
Super. Następny post opublikuj swój warsztat. Każdy już docenił i chciałby zobaczyć Twoje miejsce pracy. Myślę, że to będzie ważne.
Twoja przeglądarka nie obsługuje kanwy.





Uniwersalne wiertarki pionowe 2H125, 2H135, 2H150 znajdują zastosowanie w zakładach o jednostkowej i małoseryjnej produkcji wyrobów i są przeznaczone do wykonywania następujących operacji: wiercenie, rozwiercanie, pogłębianie, pogłębianie, rozwiercanie i przycinanie nożami.
Obecność mechanicznego posuwu wrzeciona na obrabiarkach, z ręczną kontrolą cykli pracy, umożliwia obróbkę części w szerokiej gamie rozmiarów z różnych materiałów przy użyciu narzędzi ze stali wysokowęglowych i szybkotnących oraz stopów twardych.
Maszyny wyposażone są w urządzenie do odwracania silnika elektrycznego ruchu głównego, co umożliwia ich gwintowanie gwintownikami maszynowymi z ręcznym posuwem wrzeciona.
Kategoria umieszczenia 4 zgodnie z GOST 15150-69.
Schemat kinematyczny
Schemat kinematyczny maszyn 2H125, 2H135 przedstawiono na rys. 5.
Ze względu na prostotę schematów kinematycznych nie podano ich opisu.
Notatka.Łańcuch ruchu stołu jest taki sam dla wszystkich trzech maszyn.
Łańcuch podający jest taki sam dla maszyn 2125 i 2H135.
Kolumna, stół, talerz
Kolumna maszyny to żeliwo. Głowica wiertnicza i stół są ręcznie przesuwane wzdłuż prowadnic kolumny jaskółczego ogona. Stół maszynowy posiada trzy rowki teowe. Na płycie fundamentowej zamontowana jest pompa elektryczna, a wewnątrz płyty znajduje się zbiornik z miską na chłodziwo.
Skrzynia biegów i napęd
Skrzynia biegów informuje wrzeciono o 12 różnych prędkościach obrotowych za pomocą ruchomych bloków 5 (rys. 7), 7, 8. Podpory wału skrzyni są umieszczone w dwóch płytach - górnej 1 i dolnej 4, spiętych ze sobą czterema ściągu 6. Skrzynia biegów jest obracana w pionie za pomocą silnika elektrycznego poprzez elastyczne sprzęgło Yu i przekładnię zębatą 9. Ostatni wałek 2 skrzyni - tuleja - ma otwór wielowypustowy, przez który obrót przenoszony jest na trzpień. Poprzez parę kół zębatych nr 3 obrót przenoszony jest na skrzynię podającą. Skrzynia biegów, podobnie jak wszystkie zespoły montażowe głowicy wiercącej, jest smarowana z pompy nurnikowej zamontowanej na dolnej płycie 4. Pracą pompy steruje specjalny wskaźnik poziomu oleju na przód płyty podsilnika.
Mechanizm przełączania prędkości i posuwów
Przełączanie prędkości odbywa się pokrętłem 2 (rys. 8), które ma cztery pozycje na obwodzie i trzy wzdłuż osi „przełączanie posuwów odbywa się pokrętłem 3, które ma trzy pozycje na obwodzie dla modeli maszyn 2H125, 2H135 i cztery dla 2H150 i trzy pozycje wzdłuż osi. Uchwyty znajdują się z przodu głowicy wiertarskiej. Liczenie uwzględnionych prędkości i posuwów odbywa się zgodnie z tabelami 1 i 4.
Skrzynia biegów
Mechanizm jest montowany w osobnej obudowie i montowany w głowicy wiertniczej. Dzięki ruchowi dwóch potrójnych bloków przekładni, dziewięć różnych posuwów jest wykonywanych na maszynach 2H125, 2H135, a dwanaście posuwów na maszynie 2H150. W maszynach 2H125 i 2H135 skrzynie podające różnią się tylko napędem, który w maszynie 2H125 składa się z biegów I (rys. 9), w maszynach 2H125, 2H135 - odpowiednio o 2, 3 biegi. Skrzynia podająca jest zamontowana w otworze górnej podpory ślimaka mechanizmu podającego. Na ostatnim wale skrzyni znajduje się sprzęgło 4, które przenosi obrót na ślimak.
Głowica wiertarska
Głowica wiercąca jest odlewem żeliwnym o przekroju skrzynkowym, w którym osadzone są wszystkie główne zespoły montażowe maszyny: skrzynia biegów, skrzynia biegów, wrzeciono, mechanizm posuwu, przeciwwaga wrzeciona oraz mechanizm zmiany biegów i posuwu.
Integralną częścią głowicy wiercącej jest mechanizm posuwu składający się z przekładni ślimakowej, wałka poziomego z zębatką i zębnikiem, tarczy, sprzęgła krzywkowego i zapadkowego, koła sterowego.
Mechanizm podający jest napędzany przez skrzynię podającą i jest przeznaczony do wykonywania następujących operacji:
ręczne podejście narzędzia do części; włączenie posuwu roboczego;
ręczne podawanie posuwu;
wyłączenie posuwu roboczego;
ręczne cofanie wrzeciona do góry;
posuw ręczny używany podczas nawlekania.
Zasada działania mechanizmu podającego jest następująca: gdy koło ręczne 14 (ryc. 10) obraca się, sprzęgło krzywkowe 8 obraca się do siebie, które przez półsprzęgło klatkowe 7 obraca wałek zębaty 3 zębatki i zębnik, wrzeciono jest podawane ręcznie. Gdy narzędzie zbliża się do części, na wałku zębnika 3 powstaje moment obrotowy, który nie może być przenoszony przez zęby sprzęgła krzywkowego 8, w klatce półsprzęgła 7 porusza się wzdłuż wału, aż końce krzywek części 7 i 8 stają przeciwko sobie. W tym momencie sprzęgło krzywkowe 8 obraca się względem wału zębatego 3 o kąt 20°, który jest ograniczony rowkiem w części 8 i sworzniem 10. Na klatce - półsprzęgło 7 znajduje się podwójne tarcza zapadkowa jednostronna 6 połączona zapadkami z półsprzęgłem 13. Podczas przesuwania półsprzęgła klatkowego 7 zęby tarczy 6 zazębiają się z zębami tarczy 6, wykonanej w jednym kawałku ze ślimacznicą 5.W efekcie obrót ślimaka przenoszony jest na zębatkę i zębnik, a trzpień jest zasilany mechanicznie. Przy dalszym obrocie kierownicy 14 przy włączonym posuwie zapadki 13, osadzone w półsprzęgle klatkowym 7, ślizgają się po zębach wewnętrznej strony tarczy 6; istnieje ręczny posuw posuwu mechanicznego.
Mechanizm posuwu umożliwia ręczny posuw wrzeciona. Aby to zrobić, wyłącz posuw mechaniczny za pomocą pokrętła 14 i odsuń nasadkę 9 wzdłuż osi wałka zębatego 3 od siebie. W tym przypadku sworzeń 11 przenosi moment obrotowy ze sprzęgła krzywkowego 8 na wał poziomy. Na lewej ścianie głowicy wiercącej zamontowana jest łapa 4 do wizualnego odczytu głębokości obróbki i ustawienia krzywek.
Do ręcznego przesuwania głowicy wiercącej wzdłuż kolumn prowadzących służy mechanizm składający się z pary ślimaków 2 i pary zębatek 1. Aby zabezpieczyć mechanizm posuwu przed pęknięciem, zastosowano sprzęgło bezpieczeństwa 15. Nakrętka 16 i śruba 17 są służy do regulacji przeciwwagi sprężynowej.
Wrzeciono (rys. 11) jest osadzone na dwóch łożyskach kulkowych. Osiowa siła posuwu jest odbierana przez dolne łożysko oporowe, a siła wybijania narzędzia jest odbierana przez górne. Łożyska znajdują się w tulei 3, która porusza się wzdłuż osi za pomocą pary zębatek. łożyska wrzeciona regulowane nakrętką 1
Aby wybić narzędzie, na głowicy wrzeciona stosuje się specjalne urządzenie. Wybicie występuje, gdy wrzeciono jest podnoszone za pomocą pokrętła. Uchwyt urządzenia opiera się o korpus głowicy wiertniczej, a dźwignia 4, obracając się wokół osi, wybija narzędzie.
Schemat połączeń
Włączenie maszyny wprowadzającej Q1 zasila obwody główny i pomocniczy, lampka sygnalizacyjna H2 zapala się na pilocie. Jeśli wymagane jest chłodzenie i oświetlenie, odpowiednie przełączniki są ustawione w pozycji ON.
Po naciśnięciu przycisku S2 PRAWO cewka rozruchowa K1 jest zasilana, styki główne włączają silnik M1 w celu prawidłowego obrotu wrzeciona. Poprzez styki pomocnicze K1 włączany jest rozrusznik K2, który obejmuje silnik elektryczny M2 i przekaźnik opóźniający K7.
Naciśnięcie przycisku S3 W LEWO wyłącza rozrusznik K1, silnik M1, przekaźnik K7. Po rozładowaniu kondensatora SZ styki przekaźnika K7 (28-26) są zamknięte, a rozrusznik zwarciowy w silniku elektrycznym M1 jest włączony dla lewego obrotu wrzeciona. Przekaźnik K7 włącza się ponownie.
W przypadku automatycznego cofania, te przełączenia występują, gdy mikroprzełącznik S6 jest uruchamiany przez krzywkę zamontowaną na tarczy.
Zatrzymanie odbywa się poprzez naciśnięcie przycisku S1 STOP. W takim przypadku rozruszniki K1 lub zwarcie K2, które wyłączają silniki elektryczne M1, M2, są wyłączone. Poprzez styki przekaźnika K7 (7-9) włącza się przekaźnik K6, a następnie aktywuje się rozruszniki K4 i K5. Uzwojenia silnika M1 są połączone poprzez prostownik V1, V2 z transformatorem T1. Wrzeciono jest hamowane elektrodynamicznie.
Po rozładowaniu kondensatorów C1, C2 przekaźnik K6 zostaje wyłączony, co wyłącza rozruszniki K4, K5.
Podczas przełączania prędkości, jeśli koła zębate nie zazębiają się, stosowany jest ruch kołysający wirnika silnika M1. Naciśnięcie przycisku S4 SWING powoduje włączenie rozrusznika K4, który dostarcza zredukowane napięcie wyprostowane przez fazy IC2-IC3.
Poprzez opór R2 przekaźnik K6 jest włączany z opóźnieniem, które wyłącza rozrusznik K4 i włącza rozrusznik K5. W tym przypadku obniżone napięcie przepływa przez fazy ICI-IC2. Takie przesunięcia zapewniają kołysanie wirnika, co ułatwia zmianę biegów.
Wiertarka pionowa 2n125 przeznaczona jest do wiercenia, rozwiercania, pogłębiania, rozwiercania otworów w częściach w produkcji jednostkowej i małoseryjnej. Klasa dokładności maszyny to H (normalna).
Konstrukcja wiertarki jest wystarczająco sztywna i wytrzymała, co eliminuje możliwość wibracji podczas obróbki. Możliwa jest obróbka części z różnych materiałów (stal, żeliwo, materiały nieżelazne), narzędzi szybkoobrotowych (R6M5, R18) lub stopów twardych (TK, VK).
Urządzenie do wiercenia:
- Napęd główny;
- Pole prędkości maszyny;
- Pompa tłokowa;
- Pompa tłokowa;
- Podajnik maszyny;
- Kolumna, stół, piec;
- Mechanizm kontroli prędkości obrotowej i posuwów;
- Gabinet;
- Wyposażenie elektryczne maszyny;
- Wrzeciono;
- Układ chłodzenia maszyny;
- Głowica wiertarki.
3. Zawór przełączający chłodzenie;
4.19 śruby regulacyjne klina stołu i głowicy wiertarskiej;
5. Uchwyt do przesuwania stołu i głowy;
6.18 Śruby dociskowe stołu i głowicy;
10. Przycisk sygnału MASZYNA WŁĄCZONA;
11. Przycisk włączania prawego obrotu wrzeciona;
12. Przycisk włączania lewego obrotu wrzeciona;
13. Przycisk włączania ruchu wahadłowego wrzeciona przy przełączaniu prędkości obrotowych i posuwów S;
14. Uchwyt zmiany biegów;
21. Uchwyt do przełączania kanałów;
22. Przycisk włączania ręcznego podawania;
23. Pokrętło mechanizmu podającego;
24. Kończyna do liczenia głębokości obróbki;
27. Przełącznik pompy chłodzącej;
28. Krzywka do regulacji głębokości obróbki;
29. Krzywka do ustawiania głębokości nacinanego gwintu;
30. Dźwignia automatycznego rewersu napędu głównego po osiągnięciu zadanej głębokości nacinanego gwintu;
31. Dźwignia do odcięcia posuwu po osiągnięciu zadanej głębokości obróbki otworu;
32. Kwadrat do ręcznego przemieszczania głowy.
Dzięki jednostkom ruchomym 5, 7, 8 skrzynia biegów odbiera i przekazuje do wrzeciona 12 różnych prędkości obrotowych. Podpory wału (łożyska) skrzyni biegów są umieszczone w dwóch płytach 1 i 4, które są połączone ze sobą czterema łącznikami 6. Skrzynia biegów obraca się z pionowo umieszczonego silnika elektrycznego poprzez elastyczne sprzęgło bezpieczeństwa 10 i zębatkę czołową 9.
Wał 2 - tuleja - wykonany jest z otworem podłużnym, przez który obrót przenoszony jest na wrzeciono. Poprzez parę kół zębatych 3 moment obrotowy jest przenoszony na skrzynię podającą.
Skrzynia podająca jest zamontowana w oddzielnej żeliwnej obudowie i zamontowana w głowicy wiercącej. Ruch odbywa się za pomocą dwóch potrójnych bloków kół zębatych i odbiera dziewięć różnych posuwów.
| Wideo (kliknij, aby odtworzyć). |
Mechanizm podający jest połączony ze skrzynią podającą i jest przeznaczony do wykonywania różnych operacji, a mianowicie:
- ręczne dostarczanie narzędzia tnącego do przedmiotu obrabianego;
- włączenie posuwu roboczego narzędzia;
- ręczny ruch posuwu;
- wyłączenie posuwu roboczego narzędzia;
- ręczne wysunięcie głowicy wrzeciona do góry;
- posuw ręczny S, stosowany przy nacinaniu różnych gwintów.













