Samodzielna naprawa palnika spawalniczego do urządzenia półautomatycznego
W szczegółach: naprawa palnika spawalniczego zrób to sam dla urządzenia półautomatycznego od prawdziwego mistrza na stronie my.housecope.com.
0
poipoi 09 sie 2011
Jest sprawne półautomatyczne urządzenie z bardzo sfatygowanym palnikiem (+ trucizny gazowe) palnik nie jest zdejmowany - wchodzi z tuleją w głąb korpusu. Czy istnieje możliwość samodzielnej wymiany palnika? Czy tak samo trzeba szukać palnika? czy można skręcić jakąkolwiek obserwując średnicę drutu?
urządzenie TELWIN TELMIG 130 taki
0
budia 22.01.2012
1
30 sty 2012
Jest sprawne półautomatyczne urządzenie z bardzo sfatygowanym palnikiem (+ trucizny gazowe) palnik nie jest zdejmowany - wchodzi z tuleją w głąb korpusu. Czy istnieje możliwość samodzielnej wymiany palnika?
Najpierw skontaktuj się z serwisem, niech powie ile to kosztuje osobno. Po co nakładać coś na klej i dysze!? I możesz to zmienić sam lub twoje ręce wyrosły z właściwego miejsca. Bo Niektórzy ludzie nie potrafią nawet trzymać śrubokręta. I nie mogą w ogóle zmienić palnika.
Półautomat spawalniczy jest urządzeniem dość popularnym wśród profesjonalnych i domowych rzemieślników, zwłaszcza zajmujących się naprawami blacharsko-lakierniczymi. To urządzenie można kupić gotowe. Ale wielu właścicieli spawarek inwertorowych zastanawia się: czy można przekształcić falownik w urządzenie półautomatyczne, aby nie kupować kolejnej spawarki? Wykonanie półautomatycznego urządzenia z falownika własnymi rękami jest dość trudnym zadaniem, ale z silnym pragnieniem jest całkiem wykonalne.
Do montażu urządzenia potrzebne będą następujące elementy:
spawarka inwertorowa;
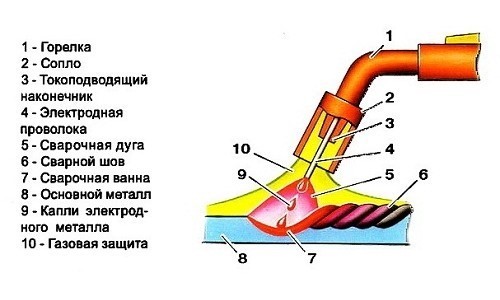
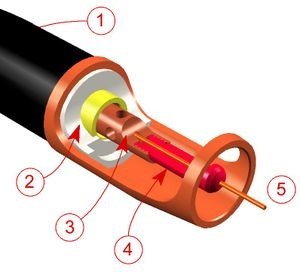
palnik, a także specjalny elastyczny wąż, wewnątrz którego przechodzi gazociąg, prowadnica drutu, kabel zasilający i elektryczny kabel sterujący;
moduł sterujący, a także regulator prędkości silnika (sterownik PWM);
butla z gazem ochronnym (dwutlenek węgla);
elektrozawór do odcinania gazu;
cewka z drutem elektrodowym.
Wideo (kliknij, aby odtworzyć).
Aby zmontować domowe urządzenie półautomatyczne z falownika spawalniczego, ten ostatni musi generować prąd spawania co najmniej 150 A. Będzie jednak musiał zostać nieznacznie zmodernizowany, ponieważ charakterystyka prądowo-napięciowa (CVC) falownika nie jest odpowiednia do spawania drutem elektrodowym w środowisku gazu osłonowego.
Ale o tym później. Najpierw musisz wykonać mechaniczną część urządzenia półautomatycznego, a mianowicie mechanizm podawania drutu.
Ponieważ podajnik będzie umieszczony w osobnym pudełku, idealnie nadaje się do tego celu. obudowa systemu komputerowego. Ponadto nie trzeba wyrzucać zasilacza. Można go dostosować do działania mechanizmu przeciągacza.
Najpierw musisz zmierzyć średnicę szpuli drutu lub po narysowaniu jej na papierze wyciąć okrąg i włożyć go do korpusu. Wokół szpuli musi być wystarczająco dużo miejsca, aby pomieścić inne elementy (zasilacz, węże i podajnik drutu).
Urządzenie do przeciągania drutu jest wykonane z mechanizmu wycieraczki przedniej szyby samochodu. Pod nim należy zaprojektować ramę, która będzie również trzymać rolki dociskowe. Układ należy narysować na grubym papierze w skali rzeczywistej.
Podajnik należy zamontować w obudowie tak, aby złącze znajdowało się w dogodnym miejscu.
Aby drut był podawany równomiernie, wszystkie elementy muszą być zamocowane dokładnie naprzeciwko siebie. Rolki muszą być wycentrowane w stosunku do wlotowego otworu montażowego, który znajduje się w złączu węża.
jako prowadnice rolkowe stosować łożyska o odpowiedniej średnicy. Za pomocą tokarki wykonuje się na nich mały rowek, wzdłuż którego przesuwa się drut elektrodowy. Do korpusu mechanizmu można użyć sklejki o grubości 6 mm, tekstolitu lub wytrzymałego arkusza tworzywa sztucznego. Wszystkie elementy są mocowane na podstawie, jak pokazano na poniższym zdjęciu.
Używany jako główny przewodnik drutu śruba wiercona osiowo. Rezultatem jest coś w rodzaju wytłaczarki do drutu. Na wlocie okucia zakładany jest batyst wzmocniony sprężyną (dla sztywności).
Pręty, na których zamocowane są rolki, są również obciążone sprężyną. Siłę docisku ustawia się za pomocą znajdującej się poniżej śruby, do której przymocowana jest sprężyna.
Podstawa mocowania szpulki może być wykonany z małego kawałka sklejki lub tekstolitu i przycięcia plastikowej rury o odpowiedniej średnicy.
Następnie wszystkie elementy należy starannie umieścić w etui.
Aby uzyskać dobrą jakość spoiny podczas spawania, konieczne jest zapewnienie podawania drutu z określoną i stałą prędkością. Ponieważ silnik wycieraczki odpowiada za prędkość posuwu sprzętu, potrzebne jest urządzenie, które może zmieniać prędkość obrotową jego twornika. Do tego nadaje się gotowe rozwiązanie, które można również kupić w Chinach i nazywa się Kontroler PWM.
Poniżej znajduje się schemat, z którego jasno wynika, w jaki sposób regulator prędkości jest podłączony do silnika. Regulator sterownika z wyświetlaczem cyfrowym jest wyświetlany na przednim panelu obudowy.
Następnie musisz zainstalować przekaźnik sterujący zaworem gazowym. Będzie również kontrolować rozruch silnika. Wszystkie te elementy należy aktywować wciskając przycisk start znajdujący się na uchwycie palnika. W takim przypadku dopływ gazu do miejsca spawania powinien być wyprzedzony (o około 2-3 sekundy) od rozpoczęcia podawania drutu. W przeciwnym razie łuk ulegnie zajarzeniu w atmosferze powietrza atmosferycznego, a nie w środowisku gazu osłonowego, w wyniku czego drut elektrody ulegnie stopieniu.
Przekaźnik opóźniający do domowego urządzenia półautomatycznego można zmontować w oparciu o 815 tranzystor i kondensator. Aby uzyskać przerwę 2 sekundy, wystarczy kondensator 200-2500 uF.
Elektrozawór odcinający umieszczony w dowolnym miejscu, w którym nie będzie przeszkadzał w pracy ruchomych części, i jest podłączony do obwodu zgodnie ze schematem. Możesz użyć zaworu powietrza z GAZ 24 lub kupić specjalny przeznaczony do urządzeń półautomatycznych. Zawór odpowiada za automatyczne dostarczanie gazu osłonowego do palnika. Włącza się po naciśnięciu przycisku start znajdującego się na palniku półautomatycznym. Obecność tego pierwiastka znacznie oszczędza zużycie gazu.
Ponadto po zainstalowaniu wszystkich węzłów w obudowie przystawka do falownika do spawania półautomatycznego będzie gotowa do pracy.
Ale jak już wspomniano, charakterystyka prądowo-napięciowa (CVC) falownika nie jest odpowiednia do pełnej pracy urządzenia półautomatycznego. Dlatego, aby prefiks półautomatyczny działał w połączeniu z falownikiem, należy wprowadzić niewielkie zmiany w jego obwodzie elektrycznym.
Istnieje wiele schematów zmiany charakterystyki IV falownika, ale najłatwiej to zrobić w następujący sposób:
zmontuj urządzenie za pomocą przepustnica od świetlówki zgodnie z poniższym schematem;
aby podłączyć zmontowane urządzenie, musisz zmontować kolejny blok zgodnie z poniższym schematem;
Aby zapobiec wyzwoleniu przez falownik czujnika przegrzania, należy do niego (równolegle) przylutować transoptor, jak pokazano na poniższym schemacie.
Ale jeśli prąd spawania jest kontrolowany w falowniku z bocznikiem, możesz złożyć prosty obwód trzech rezystorów i przełącznika trybu, jak pokazano poniżej.
W rezultacie przekształcenie falownika spawalniczego w urządzenie półautomatyczne będzie kosztować 3 razy taniej niż gotowe urządzenie. Ale oczywiście do samodzielnego montażu urządzenia będziesz potrzebować pewnej wiedzy w branży radiowej.
Półautomaty spawalnicze to proste i niezawodne konstrukcje. Ale nic nie jest wieczne, nawet najwyższej jakości mechanizmy mogą zawieść, głównymi przyczynami mogą być naruszenia zasad działania.
Półautomatyczne urządzenie spawalnicze.
Najczęściej awarie półautomatu spawalniczego występują w najsłabszych częściach sprzętu. W tym mechanizmie takim miejscem jest markowy blok, do którego podłączone jest okablowanie spawalnicze. W przypadku słabego kontaktu w połączeniu ze zwiększonym prądem spawania może wystąpić przegrzanie połączeń i podłączonych do niego kabli. Doprowadzi to do zniszczenia połączenia, a następnie spalenia warstwy izolacyjnej na końcach uzwojeń i może wystąpić zwarcie.
W takim przypadku rozgrzane połączenia są uporządkowane, styki i zaciski są czyszczone, aby zapewnić dobre dopasowanie styków wszystkich elementów. Mogą również wystąpić inne awarie.
Praca półautomatu spawalniczego.
W tej sytuacji po podłączeniu do sieci następuje spontaniczne wyłączenie, ponieważ wyzwalany jest element ochronny. Takie problemy najczęściej występują w procesie zamykania obwodu wysokiego napięcia. Zwykle zamykają przewody i obudowę lub samo okablowanie. Zabezpieczenie może działać na skutek zwarcia między zwojami cewki lub elementów obwodu magnetycznego.
Jeśli konieczna jest naprawa, odłącz spawarkę od sieci, zlokalizuj źródło problemu i napraw - może to być przywrócenie izolacji, wymiana kondensatora i inne możliwe usterki.
Problemowi temu najczęściej towarzyszy przegrzewanie się sprzętu. Może być kilka czynników:
śruby mocujące elementy przewodzące magnetycznie są poluzowane;
pęknięcie w nasadce rdzenia lub w mechanizmie przesuwania cewek;
przeciążenie sprzętu (spawarka pracowała dość długo, najwyższe wskaźniki prądu, duży przekrój elektrody).
Urządzenie może również silnie buczeć w przypadku zwarcia przewodów spawalniczych lub elementów obwodu magnetycznego. Podczas tworzenia takiej awarii konieczne jest sprawdzenie wszystkich elementów złącznych, a jeśli to konieczne, są one dokręcone, awarie w mechanizmie mocowania rdzenia są eliminowane, konieczne jest sprawdzenie i zaizolowanie kabli spawalniczych.
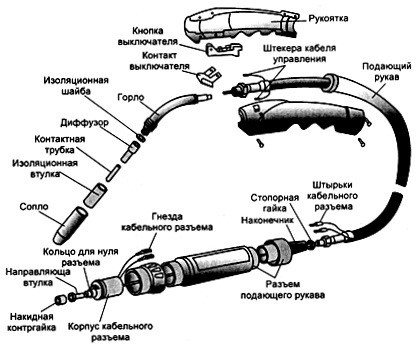
Półautomatyczne urządzenie palnikowe.
Najczęściej takie naruszenia wynikają z nieprzestrzegania zasad działania - ustawienie prądu spawania przekracza dopuszczalne granice, stosowane są zbyt duże elektrody, a także naruszany jest czas pracy (bez koniecznej przerwy) spawarki . W przypadku wystąpienia takich problemów należy przestrzegać trybu dozwolonego dla tego urządzenia, a także schłodzić urządzenie, robiąc przerwę w pracy.
Nadmierne przegrzanie prowadzi do zwarć uzwojeń cewki – są to skutki przepalenia warstwy izolacyjnej, co prowadzi nawet do powstania dymu. Jest to uważane za najpoważniejszą awarię, w której urządzenie może się wypalić. Jeśli tak się stanie, konieczne jest przywrócenie warstwy izolacyjnej okablowania w cewkach, ale zdarza się, że nie można obejść się bez pełnego przewijania. Podczas przewijania należy użyć drutu z poprzedniej sekcji io tej samej liczbie zwojów.
A jeśli mały wskaźnik prądu spawania? Te awarie są związane ze spadkiem napięcia sieci zasilających lub awarią regulatora dostarczającego prąd do urządzenia.
Jeśli prąd spawarki nie jest regulowany, podobny problem wynika z nieprawidłowego działania mechanicznej regulacji prądu.
Regulatory w każdym modelu mają inną modyfikację. Najczęściej problemy występują w śrubach regulatora, w elementach zaciskowych, z nierównomierną ruchomością cewek wtórnych, zwarciem cewki dławika, wnikaniem zanieczyszczeń lub ciał obcych.W takim przypadku obudowa musi zostać usunięta i konieczne jest zbadanie wszystkich mechanizmów kontrolnych.
Spontaniczne przerwanie łuku bez możliwości wznowienia pracy. Przy takiej awarii zamiast łuku pojawiają się tylko iskry. Dzieje się tak, jeśli nastąpi awaria uzwojenia wysokiego napięcia, z powodu zwarcia przewodów spawalniczych, jeśli połączenie przewodów z zaciskami urządzenia zostanie przerwane.
Nadmierny pobór prądu w sieci bez obciążenia. Taki problem może powstać ze względu na zwarcie zwojów uzwojenia, które można wyeliminować przywracając izolację lub całkowicie zmieniając uzwojenie na cewce zgrzewającej.