W szczegółach: naprawa zrób to sam falownika spawalniczego mma 250 od prawdziwego mistrza dla strony my.housecope.com.
Pogarszać:
oscylator główny - uc3846dw, tl082 i 2 szt. tl084i, buildup - ao4606, przełączniki - gw45hf60wd, prostownik wyjściowy - stth60w03cw
Przywieziony bez śladów życia. Kontrola wykazała martwą rolkę przy 12 V (eksplodowała) i 4N90C. Zmieniony, włączony. Moc +24, +12 i -15, wszystko jest stabilne, na masterze jest piła, wyjście jest ciche. Sprawdzam dalej elementy pod kątem martwości - diody są żywe, jeszcze nie sprawdzałem kluczyków, w breloczkach są dwie małe apaszki na których w środku są 2 albo dinstory albo dioda Zenera. ogólnie nie znalazłem żadnych danych w tyrnecie. Oznaczenie BM1238 i BM1243. Może ktoś powie? W płytce jedna strona w ogóle nie jest wywoływana, w drugiej - tak jakby kondensator się ładował, a potem nieskończoność. Powinno być?
Nie zaszkodziłoby mieć od niego schemat, ale nic nie mogę znaleźć. Znalazłem kilka podobnych, ale trochę innych. Jeśli tak, udostępnij. Urządzenie z pionowym układem złącz.
czy jest procesor? Nie wskazałem w składzie, ale nie rozumiem ze zdjęć
Sprawdź swoje klucze. Osobiście wylutowuję każdy tranzystor i sprawdzam.Ciężko znaleźć tam usterkę.
Radist Morze,BMxxxx?Są to dwukierunkowe diody Zenera w bramkach IGBT na 15V, można postawić zarówno na 15V jak i na 18V.Numeracja będzie inna.
REKKA, ale skąd pochodzi procesor? to nie jest dla kosiarki 20-30.
Irina Sławadzięki za wyczerpującą odpowiedź. Przyjrzałem się jakiemuś układowi i też doszedłem do wniosku, że są to diody Zenera, tylko w tym obwodzie są połączone tyłem do siebie. A o numeracji już wiem. Tyle tylko, że skład jest nieco inny. Podobno jest 3846 z zewnętrznym wzbudzeniem, a ten generator jest na tl082. Potem wychodzą 2 sztuki tl084i, a potem 3846. A na tym schemacie wszystko jest na tl084.
znalazł zepsutą diodę. jeden z rurociągów tl082 typu back-to-back. Teraz szukam info i zamiennika.
| Wideo (kliknij, aby odtworzyć). |
dioda była w stanie na wpół rozdarta, wciskasz ją sondą - dzwoni. na planszy najpierw też zadzwonił, potem zatrzymał się. Zmienione, ale bezużyteczne.
Radist Morze, w sieci jest obwód MMA ZX7-225, tutaj jest max. zbliżony do wymaganego lub ZX7200IGBT.
taki schemat pasuje do mojego dniepru, też jest trzypiętrowy. ale ten jest obcy. e-dong” jednopłytowy. Cóż, piszę powyżej, że z pionowym układem złącz bagnetowych.
REKKA, co mają z tym wspólnego klucze, kiedy impulsy rządu nie wychodzą z mikro? na 3846 jest piła na nodze 8, jest impuls na nodze 10, a wyjście jest martwe.
Swoją drogą myślałem, że 3846 nie żyje, wymieniłem - to samo. tl082 również wymieniony, również bezużyteczny. Grzeszę na tl084i, ale ich nie mam
tutaj schemat ZX-7 jest podobny, ale nie do końca identyczny w szczegółach.
REKKA, początkowo myślałem też, że martwe klawisze mogą wywołać impuls, ale nadal są pracownicy terenowi między mikro a klawiszami. Tak, a kluczyki wlutowałem, efekt ten sam. z drugiej strony złamane klucze nie zabiją impulsu, bo. między pracownikami terenowymi a igbt panuje trans. Nie, gdzieś w generatorze jest problem.
Myślę, że rozumiem. Przepalony układ scalony ma najprawdopodobniej 15 woltów, a nie 12. Byłem zdezorientowany czyimś postem w Internecie, że opampy można przekrzywić. Po przejrzeniu kilku schematów nie znalazłem żadnego, gdzie byłoby +12, -15 i +24. Wszędzie jedzenie jest +15, -15, +24. Nie mam teraz korb 15 V, muszę podłączyć z zasilacza laboratoryjnego. Opublikuję wyniki. Może później, bo gasną światła.
Chłopaki, miałem rację! Zmieniłem rolkę z 12 na 15 i uruchomiłem impulsy. Dlaczego nikt mnie nie poprawił? Napisałem na początku. Odbieram urządzenie. Spróbuję ugotować i odpisać.
Sverkalnik zarobił, ale moja opinia na ten temat to bezwartościowe urządzenie. Deklarowanego prądu 250 amperów w zasadzie nie można podać, ponieważ klucze pracujące parami mają 45 amperów. w sumie każde ramię ma również 45 amperów. W arkuszu danych jest napisane, że jest to maksymalny prąd.Załóżmy, że w trybie impulsowym jest to więcej niż dwa razy, w sumie 90 na każde ramię, co oznacza 180 całego mostka. Pytanie brzmi, o jakich 250 amperach możemy mówić? Urządzenie chińskie - prąd chiński. Próbowałem gotować. Mój „Dnipro mma-200” lepiej gotuje, a prąd wydaje więcej. To nie jest reklama Dniepru, tylko dla porównania. Werdykt - nie kupuj gouno.
- most pompuje pierwotną. w wtórnym - jego prąd i napięcie. i liczba zwojów w drugorzędnym.
KRAB, przepraszam, zdałem sobie z tego sprawę zeszłej nocy. Przyszedłem tutaj poprawić wiadomość, a oto nowy post 🙂 Wyprzedzałem!
Jednak moim zdaniem trzypiętrowe budynki są lepsze.
Wkładam 110 amperów na edona, gotuję rurę profilową. Gówniany szew. Obstawiam na własną rękę – zupełnie inna sprawa. Ogólnie gotuję to za pomocą mojego aparatu przy 75-100 amperach, w zależności od miejsca szwu. A edon na „półce” 110 nie grzeje, ale generalnie milczę o żebrze.
Oczywiście wszystko można przypisać nieliniowej zależności regulatora w edonie. Posiadam wagę cyfrową, więc nie przejmuję się położeniem regulatora i rozbieżnością między jego nieliniową charakterystyką a oznaczeniami na obudowie. Chociaż skalę można też źle ustawić, jeśli ktoś ją schrzanił.
Tak więc twoje „Dnipro MMA-200” to urządzenie w 100% chińskie, nie patrz na nazwę, 
Jeśli chcesz już mieć czysto natywny falownik, weź Patona, to jest ukraiński montaż
tynleks, ukraińskie zgromadzenie, teraz prawie nic nie wezmę, nie niosą do nas. i zgodnie z pierwszym linkiem - amerykański iPhone jest również produkowany w Chinach. Yellowhorns mają tańszą produkcję. Sejnery norweskie przewożą złowione ryby do Chin w celu przetworzenia, a następnie gotowy produkt przewożony jest do Norwegii. Oszacuj, ile roboczogodzin zaciąga załoga, ile paliwa, ale i tak wychodzi im to taniej, bo przetwórstwo ryb jest w Norwegii bardzo drogie. Kiedyś chciałem zrobić sobie bezimprezę, ale szczegóły wyszły na około dwa tysiące hrywien i nie brałem pod uwagę czegoś innego, ale po prostu czegoś nie znalazłem i nie znałem cen. I nadal trzeba to zrobić. W rezultacie wykopałem tyrnet i kupiłem sobie fabryczny, w walizce, i za kolejne 970 hrywien, jak się wydaje. Wygląda na to, że z dostawą kosztował 1040. I są już ugotowane, rozgotowane. Ostatnio non-stick przestał działać, ale to już inny temat. I generalnie ten temat jest już zamknięty od dwóch dni, nie będziemy zalewać.
Urządzenia te są znane od dawna a schematy na nich są 1:1 (od dawna jestem w folderze 
) zostały już opublikowane. wyszukaj „Chiński mini-most”.
Powiedz mi, jaki błąd jest jak tranzystor na tym zdjęciu i jakie jest jego oznaczenie?
sp700, a tu mały link do schematu został rozłożony wyżej. Szloch-ale tranzystor to tranzystor.
Witam czytelników strony Dużo tu czytałem o naprawach różnych SA, a teraz sam chcę się podzielić swoim doświadczeniem. Falownik spawalniczy do spawania łukowego „Hero MMA MINI-250” został sprowadzony w tym tygodniu do naprawy.
Urządzenie wykonane jest w technologii IGBT lub (półmostek).
Z reklamacją od właściciela że elektroda się klei i nie chce się spawać. Po nawiązaniu połączenia
i próbuje spawać część, nic nie działało. A po zmianie prądu spawania na wyższy spawanie zaczęło dymić i usłyszało trzask elektryczny. Właściciel powiedział, że przyczyną awarii nie był prawidłowy dobór prądu spawania dla elektrody.
Uwaga: wszelkie prace związane z naprawą i renowacją falownika spawalniczego wykonujesz na własne ryzyko i ryzyko.
Po demontażu postanowiono odkręcić i sprawdzić zasilacz.
Znaleziono spalony rezystor 150 omów przy 10W.
Mostek diodowy na 100V 35A i przekaźnik na 24 35A okazał się sprawny.
A w zasilaczu znaleziono spuchnięty kondensator 470 mikrofaradów x 450 V, który został wymieniony.
Następnie sprawdź górną płytę.
- Sterownik klucza zasilania. (sprawdzane jest wszystko, co jest możliwe na tym szaliku, rezystancja nie powinna przekraczać 10 omów).
- Klawisze zasilania.
- Zasilanie 24 V. (sprawdzany jest tranzystor K2611 lub jego analog i jego body kit, patrz zdjęcie).
- generator główny. (sprawdzane są wszystkie tranzystory polowe, można to sprawdzić, włączając spawanie, przy włączaniu i wyłączaniu powinien pojawić się pisk generatora).
Klucze IRG4PC50UD lub jego analogi są tutaj zainstalowane. Przy multimetrze w trybie testu diody należy dzwonić nogami tranzystora „E” i „C” w jednym kierunku, powinny dzwonić, a w drugim nie powinny dzwonić, tranzystor musi być rozładowany (zamknij wszystkie nogi).Na nogach „G” i „E” opór powinien być nieskończony, niezależnie od biegunowości.
Następnie należy przyłożyć do nogi „G” - „+” i do „E” „-” 12 woltów prądu stałego. i zadzwoń do nóg „C” i „E”, które powinny zadzwonić. Następnie musisz usunąć ładunek z tranzystora ( zamknij nogi). Nogi „C” i „E” powinny mieć nieskończony opór. Jeśli wszystkie te warunki są spełnione, tranzystor działa, a więc musisz sprawdzić wszystkie tranzystory.
Diody psują się niezwykle rzadko, ale jeśli jedna pęka, to po sobie łamie się wszystkie inne. Przybliżony schemat tego spawania MMA-250 znajduje się tutaj (nie jest kompletny). Po wymianie wszystkich wadliwych części montujemy spawarkę w odwrotnej kolejności i sprawdzamy jej działanie. Autor artykułu 4ei3

Głównym elementem najprostszej spawarki jest transformator pracujący na częstotliwości 50 Hz o mocy kilku kW. Dlatego jego waga to dziesiątki kilogramów, co nie jest zbyt wygodne.
Wraz z pojawieniem się tranzystorów i diod wysokiego napięcia o dużej mocy, falowniki spawalnicze. Ich główne zalety: małe wymiary, płynna regulacja prądu spawania, zabezpieczenie przeciążeniowe. Waga falownika spawalniczego o natężeniu do 250 amperów to zaledwie kilka kilogramów.
Zasada działania falownik spawalniczy wynika z poniższego schematu blokowego:
Napięcie sieciowe 220 V jest dostarczane do beztransformatorowego prostownika i filtra (1), który generuje stałe napięcie 310 V. Napięcie to zasila potężny stopień wyjściowy (2). Ten potężny stopień wyjściowy odbiera impulsy o częstotliwości 40-70 kHz z generatora (3). Wzmocnione impulsy podawane są do transformatora impulsowego (4), a następnie do mocnego prostownika (5), do którego podłączone są zaciski spawalnicze. Jednostka kontroli przeciążenia i ochrony (6) reguluje prąd spawania i chroni go.
Bo falownik pracuje z częstotliwościami 40-70 kHz i wyższymi, a nie z częstotliwością 50 Hz, jak konwencjonalna spawarka, wymiary i waga transformatora impulsowego są dziesięciokrotnie mniejsze niż konwencjonalnego transformatora spawalniczego 50 Hz. Tak, a obecność elektronicznego obwodu sterującego pozwala płynnie regulować prąd spawania i zapewnia skuteczną ochronę przed przeciążeniami.
Rozważmy konkretny przykład.
falownik przestał gotować. Wentylator pracuje, kontrolka świeci, ale łuk się nie pojawia.
Ten typ falownika jest dość powszechny. Ten model nazywa się „Gerrard MSW 200»
Udało mi się znaleźć obwód falownika MMA 250, który okazał się bardzo podobny i bardzo pomógł w naprawie. Jego główna różnica w stosunku do pożądanego schematu MSW 200:
- W stopniu wyjściowym 3 tranzystory polowe połączone równolegle i MSW 200 - o 2.
- Wyjściowy transformator impulsowy 3 i MSW 200 - Tylko 2.
Reszta schematu jest identyczna.
Na początku artykułu podano opis schematu blokowego falownika spawalniczego. Z tego opisu jasno wynika, że falownik spawalniczy, jest to potężny zasilacz impulsowy z napięciem obwodu otwartego około 55 V, które jest niezbędne do powstania łuku spawalniczego, a także regulowanym prądem spawania, w tym przypadku do 200 A. Generator impulsów jest wykonany na mikroukładzie U2 typu SG3525AN, który posiada dwa wyjścia do sterowania kolejnymi wzmacniaczami. Sam generator U2 jest sterowany przez wzmacniacz operacyjny U1 typu CA 3140. Układ ten steruje wypełnieniem impulsów generatora, a tym samym wartością prądu wyjściowego, która jest ustawiana przez rezystor regulacji prądu wyświetlany na panelu przednim.
Z wyjścia generatora impulsy są podawane do przedwzmacniacza wykonanego na tranzystorach bipolarnych Q6 - Q9 i urządzeniach polowych Q22 - Q24 pracujących na transformatorze T3. Transformator ten ma 4 uzwojenia wyjściowe, które poprzez kształtowniki dostarczają impulsy do 4 ramion stopnia wyjściowego zmontowanych zgodnie z obwodem mostkowym.Na każdym ramieniu stoi równolegle dwóch lub trzech potężnych robotników polowych. W schemacie MMA 200 - po dwa, w schemacie MMA - 250 - po trzy. W moim przypadku MMA - 200 kosztują dwa tranzystory polowe typu K2837 (2SK2837).
Ze stopnia wyjściowego przez transformatory T5, T6 do prostownika podawane są potężne impulsy. Prostownik składa się z dwóch (MSW 200) lub trzy (MMA 250) pełnookresowe obwody prostownika środkowego. Ich wyjścia są połączone równolegle.
Sygnał sprzężenia zwrotnego jest dostarczany z wyjścia prostownika przez złącza X35 i X26.
Ponadto sygnał sprzężenia zwrotnego ze stopnia wyjściowego przez przekładnik prądowy T1 jest podawany do obwodu zabezpieczającego przed przeciążeniem, wykonanego na tyrystorze Q3 i tranzystorach Q4 i Q5.
Stopień wyjściowy zasilany jest przez prostownik napięcia sieciowego zmontowany na mostku diodowym VD70, kondensatory C77-C79 i generujący napięcie 310 V.
Do zasilania obwodów niskiego napięcia stosuje się oddzielny zasilacz impulsowy, wykonany na tranzystorach Q25, Q26 i transformatorze T2. Zasilacz ten generuje napięcie +25 V, z którego dodatkowo przez U10 generowane jest +12 V.
Wróćmy do remontów. Po otwarciu obudowy podczas oględzin znaleziono spalony kondensator 4,7 mikrofaradów przy 250 V.
Jest to jeden z kondensatorów, przez który transformatory wyjściowe są połączone ze stopniem wyjściowym pól.
Kondensator został wymieniony, falownik zaczął działać. Wszystkie napięcia są normalne. Kilka dni później falownik znów przestał działać.
Szczegółowe badanie ujawniło dwa uszkodzone rezystory w obwodzie bramki tranzystorów wyjściowych. Ich wartość nominalna to 6,8 oma, w rzeczywistości są w klifie.
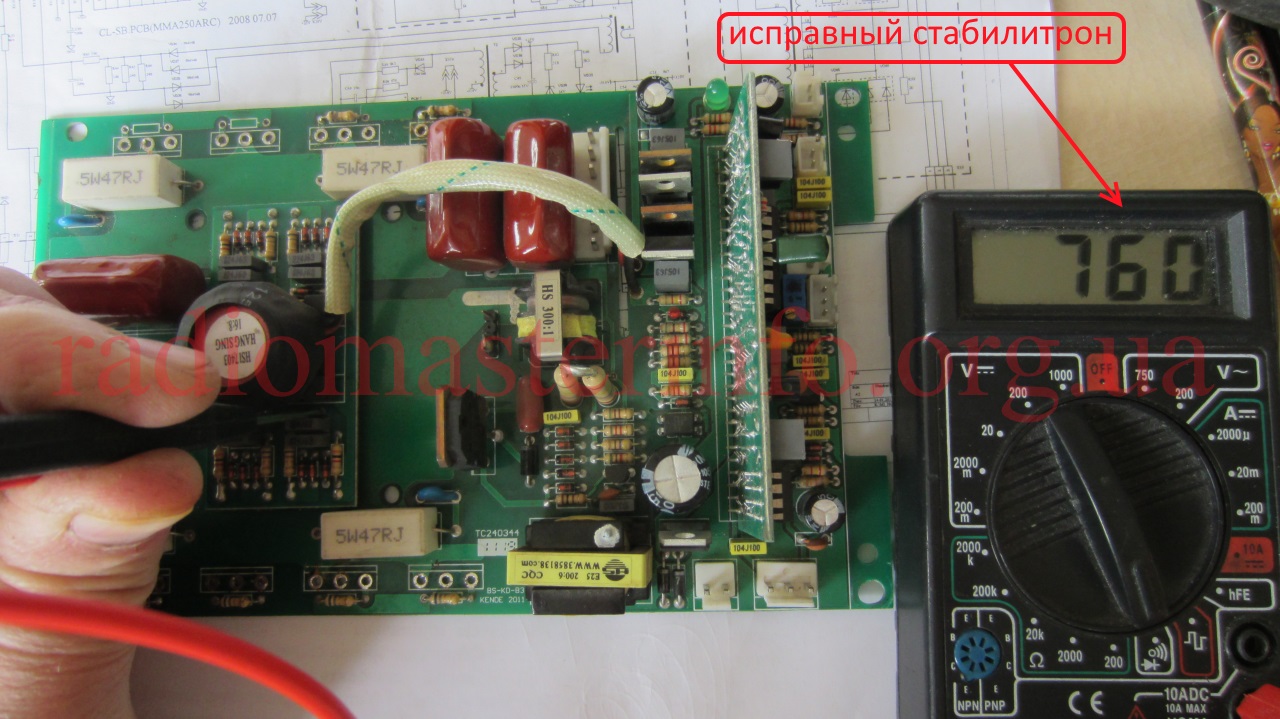
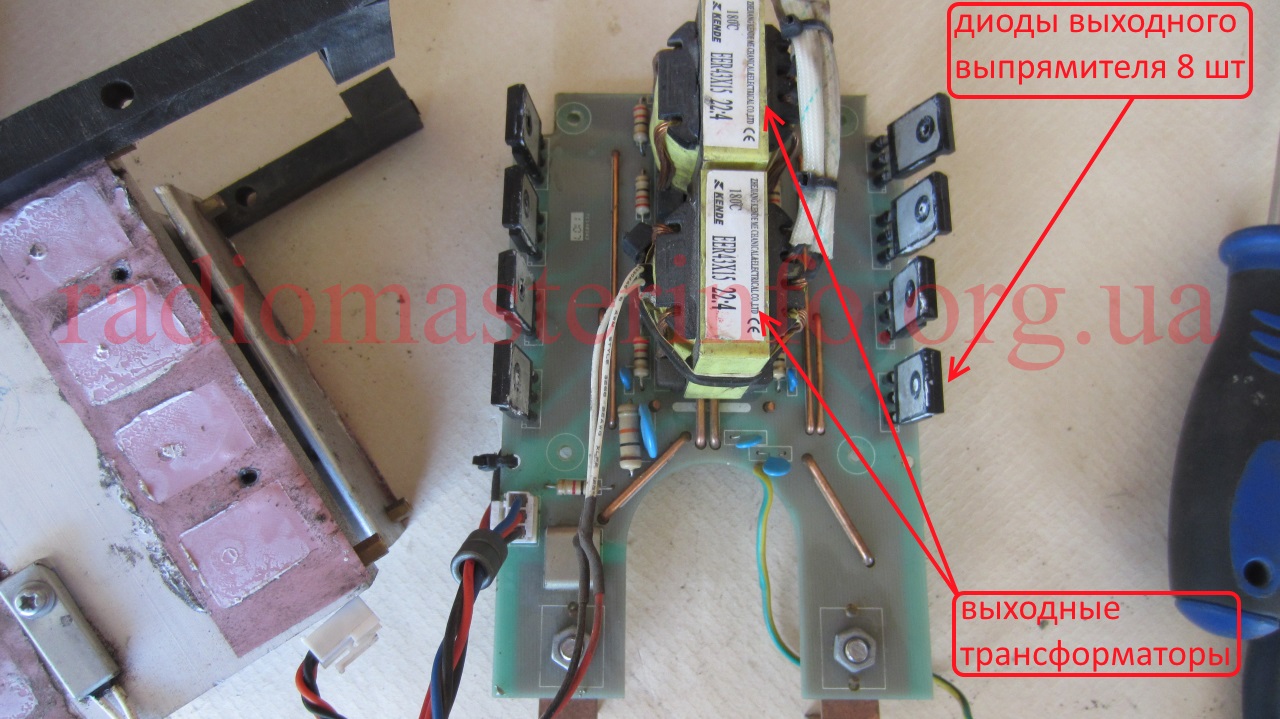
Przetestowano wszystkie osiem wyjściowych FET. Jak wspomniano powyżej, w każdym ramieniu znajdują się dwa. Dwa ramiona, tj. czterech pracowników terenowych jest niesprawnych, ich przewody są zwarte. Przy takiej wadzie do obwodów bramki dostaje się wysokie napięcie z obwodów drenu. Dlatego sprawdzono obwody wejściowe. Tam też znaleziono wadliwe elementy. Jest to dioda Zenera i dioda w obwodzie kształtowania impulsów na wejściach tranzystorów wyjściowych.

Sprawdzenie przeprowadzono bez rozlutowywania części, porównując rezystancje między tymi samymi punktami wszystkich czterech kształtowników impulsów.
Wszystkie inne obwody zostały również sprawdzone aż do zacisków wyjściowych.
Podczas sprawdzania wyjściowych pracowników terenowych wszyscy zostali zlutowani. Wadliwy, jak wspomniano powyżej, okazał się być 4.
Pierwsze włączenie zostało wykonane bez potężnych tranzystorów polowych. Dzięki temu włączeniu sprawdzono przydatność wszystkich zasilaczy 310 V, 25 V, 12 V. Są normalne.
Punkty pomiaru napięcia na schemacie:

Sprawdzenie napięcia 25 V na płytce:
Sprawdzenie napięcia 12 V na płytce:
Następnie sprawdzono impulsy na wyjściach generatora impulsów i na wyjściach kształtowników.
Impulsy na wyjściu kształtowników, przed potężnymi tranzystorami polowymi:

Następnie wszystkie diody prostownicze zostały sprawdzone pod kątem wycieków. Ponieważ są one połączone równolegle, a do wyjścia podłączony jest rezystor, rezystancja upływu wynosiła około 10 kΩ. Podczas sprawdzania każdej pojedynczej diody wyciek jest większy niż 1 mΩ.
Ponadto postanowiono zmontować stopień wyjściowy na czterech tranzystorach polowych, umieszczając nie dwa, ale jeden tranzystor w każdym ramieniu. Po pierwsze, ryzyko awarii tranzystorów wyjściowych, choć zminimalizowane poprzez sprawdzenie wszystkich innych obwodów i działanie zasilaczy, nadal pozostaje po takiej awarii. Dodatkowo można przyjąć, że jeśli w ramieniu są dwa tranzystory, to prąd wyjściowy wynosi do 200 A (MSW 200), jeśli są trzy tranzystory, to prąd wyjściowy wynosi do 250 A, a jeśli jest po jednym tranzystorze, to prąd bez problemu może osiągnąć 80 A. Oznacza to, że instalując jeden tranzystor na ramię, można gotować z elektrodami do 2 mm.

Postanowiono dokonać pierwszej kontroli krótkoterminowej w trybie XX poprzez kocioł o mocy 2,2 kW.Może to zminimalizować konsekwencje wypadku, jeśli mimo to pominięto jakąś usterkę. W tym przypadku zmierzono napięcie na zaciskach:

Wszystko dziala. Tylko obwody sprzężenia zwrotnego i zabezpieczające nie zostały przetestowane. Ale sygnały tych obwodów pojawiają się tylko w obecności znacznego prądu wyjściowego.
Ponieważ włączenie poszło dobrze, napięcie wyjściowe również mieści się w normalnym zakresie, wyjmujemy podłączony szeregowo kocioł i włączamy spawanie bezpośrednio do sieci. Ponownie sprawdź napięcie wyjściowe. Jest nieco wyższy i mieści się w granicach 55 V. To całkiem normalne.
Próbujemy gotować przez krótki czas, obserwując działanie obwodu sprzężenia zwrotnego. Wynikiem obwodu sprzężenia zwrotnego będzie zmiana czasu trwania impulsów oscylatora, którą zaobserwujemy na wejściach tranzystorów stopni wyjściowych.
Kiedy zmienia się prąd obciążenia, zmieniają się. Więc obwód działa poprawnie.

Ale impulsy w obecności łuku spawalniczego. Widać, że zmienił się ich czas trwania:

Możesz kupić brakujące tranzystory wyjściowe i zainstalować je na miejscu.
Materiał artykułu jest powielony na wideo:
Spawarki inwertorowe cieszą się coraz większą popularnością wśród mistrzów spawalnictwa ze względu na ich kompaktowe rozmiary, niewielką wagę i rozsądne ceny. Jak każdy inny sprzęt, urządzenia te mogą ulec awarii z powodu niewłaściwej obsługi lub wad konstrukcyjnych. W niektórych przypadkach naprawę spawarek inwerterowych można przeprowadzić niezależnie, badając urządzenie falownika, ale zdarzają się awarie, które można naprawić tylko w centrum serwisowym.
Falowniki spawalnicze, w zależności od modelu, działają zarówno z domowej sieci elektrycznej (220 V), jak iz trójfazowej (380 V). Jedyną rzeczą, którą należy wziąć pod uwagę przy podłączaniu urządzenia do sieci domowej, jest jego zużycie energii. Jeśli przekracza możliwości okablowania elektrycznego, urządzenie nie będzie działać z ugiętą siecią.
Tak więc urządzenie spawarki inwertorowej zawiera następujące główne moduły.
Podobnie jak diody, tranzystory są montowane na radiatorach w celu lepszego odprowadzania ciepła. Aby chronić blok tranzystorowy przed skokami napięcia, przed nim zainstalowany jest filtr RC.
Poniżej znajduje się schemat, który wyraźnie pokazuje zasadę działania falownika spawalniczego.
Tak więc zasada działania tego modułu spawarki jest następująca. Główny prostownik falownika otrzymuje napięcie z domowej sieci elektrycznej lub z generatorów, benzyny lub oleju napędowego. Prąd wejściowy jest zmienny, ale przechodzi przez blok diodowy, staje się trwały. Wyprostowany prąd jest podawany do falownika, gdzie jest odwrotnie przekształcany na prąd przemienny, ale o zmienionej charakterystyce częstotliwości, czyli staje się wysokiej częstotliwości. Ponadto napięcie o wysokiej częstotliwości jest redukowane przez transformator do 60-70 V przy jednoczesnym wzroście natężenia prądu. W kolejnym etapie prąd ponownie wchodzi do prostownika, gdzie jest przekształcany na prąd stały, po czym jest podawany na zaciski wyjściowe urządzenia. Cała aktualna konwersja sterowany przez mikroprocesorową jednostkę sterującą.
Nowoczesne falowniki, zwłaszcza te wykonane na bazie modułu IGBT, są dość wymagające pod względem zasad działania. Tłumaczy się to tym, że podczas pracy urządzenia jego wewnętrzne moduły wydzielają dużo ciepła. Chociaż do odprowadzania ciepła z zasilaczy i płytek elektronicznych wykorzystywane są zarówno radiatory, jak i wentylator, środki te czasami nie wystarczają, zwłaszcza w niedrogich urządzeniach. Dlatego konieczne jest ścisłe przestrzeganie zasad wskazanych w instrukcji urządzenia, które oznaczają okresowe wyłączanie urządzenia w celu chłodzenia.
Ta reguła jest powszechnie określana jako „Czas trwania włączony” (DU), który jest mierzony w procentach.Nie obserwując PV, główne elementy aparatu przegrzewają się i ulegają awarii. Jeśli tak się stanie z nową jednostką, awaria ta nie podlega naprawie gwarancyjnej.
Ponadto, jeśli działa spawarka inwerterowa w zakurzonych pomieszczeniachkurz osadza się na grzejnikach i zakłóca normalny przepływ ciepła, co nieuchronnie prowadzi do przegrzania i awarii elementów elektrycznych. W przypadku braku możliwości pozbycia się kurzu w powietrzu, konieczne jest częstsze otwieranie obudowy falownika i czyszczenie wszystkich elementów urządzenia z nagromadzonych zanieczyszczeń.
Ale najczęściej falowniki zawodzą, gdy pracować w niskich temperaturach. Awarie występują z powodu pojawienia się kondensatu na rozgrzanej płytce sterującej, co powoduje zwarcie między częściami tego modułu elektronicznego.
Charakterystyczną cechą falowników jest obecność elektronicznej tablicy kontrolnej, dzięki czemu tylko wykwalifikowany specjalista może zdiagnozować i naprawić usterkę w tym urządzeniu.. Ponadto mostki diodowe, bloki tranzystorowe, transformatory i inne części obwodu elektrycznego urządzenia mogą ulec awarii. Aby przeprowadzić diagnostykę własnymi rękami, musisz mieć pewną wiedzę i umiejętności w zakresie pracy z przyrządami pomiarowymi, takimi jak oscyloskop i multimetr.
Z powyższego wynika, że bez niezbędnych umiejętności i wiedzy nie zaleca się rozpoczynania naprawy urządzenia, zwłaszcza elektroniki. W przeciwnym razie można go całkowicie wyłączyć, a naprawa falownika spawalniczego będzie kosztować połowę kosztu nowego urządzenia.
Jak już wspomniano, falowniki zawodzą z powodu oddziaływania na „życiowe” bloki aparatury czynników zewnętrznych. Również awarie falownika spawalniczego mogą wystąpić z powodu niewłaściwej obsługi sprzętu lub błędów w jego ustawieniach. Najczęściej spotykane są następujące awarie lub przerwy w działaniu falowników.
Bardzo często ta awaria jest spowodowana awaria kabla sieciowego aparat. Dlatego najpierw należy zdjąć obudowę z urządzenia i okrążyć każdy przewód kabla testerem. Ale jeśli wszystko jest w porządku z kablem, wymagana będzie poważniejsza diagnostyka falownika. Być może problem tkwi w zapasowym zasilaniu urządzenia. Na tym filmie pokazano technikę naprawy „dyżurki” na przykładzie falownika marki Resant.
Ta usterka może być spowodowana nieprawidłowym ustawieniem prądu dla określonej średnicy elektrody.
Należy to również wziąć pod uwagę prędkość spawania. Im jest mniejszy, tym niższą wartość prądu należy ustawić na panelu sterowania urządzenia. Dodatkowo, aby aktualna siła odpowiadała średnicy dodatku, możesz skorzystać z poniższej tabeli.
Jeśli prąd spawania nie zostanie wyregulowany, przyczyną może być: awaria regulatora lub naruszenie styków podłączonych do niego przewodów. Konieczne jest zdjęcie obudowy urządzenia i sprawdzenie niezawodności połączenia przewodów oraz, jeśli to konieczne, zadzwonienie do regulatora za pomocą multimetru. Jeśli wszystko jest w porządku, to awaria może być spowodowana zwarciem w cewce indukcyjnej lub awarią transformatora wtórnego, co należy sprawdzić za pomocą multimetru. Jeśli w tych modułach zostanie znaleziona usterka, specjalista musi je wymienić lub przewinąć.
Nadmierny pobór mocy, nawet gdy maszyna jest rozładowana, powoduje najczęściej zwarcie międzyzwojowe w jednym z transformatorów. W takim przypadku nie będziesz w stanie samodzielnie ich naprawić. Konieczne jest zabranie transformatora do urządzenia głównego w celu przewinięcia.
Dzieje się tak, jeśli spadki napięcia w sieci. Aby pozbyć się elektrody przyklejającej się do spawanych części, należy odpowiednio wybrać i dostosować tryb spawania (zgodnie z instrukcją urządzenia). Ponadto napięcie w sieci może opadać, jeśli urządzenie jest podłączone do przedłużacza o małym przekroju przewodu (mniej niż 2,5 mm 2).
Nierzadko zdarza się, że spadek napięcia powoduje przywieranie elektrody podczas korzystania z przedłużacza, który jest zbyt długi. W takim przypadku problem rozwiązuje się, podłączając falownik do generatora.













