W szczegółach: naprawa pary tłoków zrób to sam od prawdziwego mistrza dla strony my.housecope.com.
Zastosowanie: regeneracja zużytych powierzchni części precyzyjnych, np. par nurników wysokociśnieniowych pomp paliwowych. Istota wynalazku: powierzchnie nośne są ukształtowane na zużytym nurniku w postaci cylindrycznych pasów, rozmieszczonych równomiernie wzdłuż osi nurnika i zamkniętych pasów na obwodzie odciętych rowków. Szerokość pasków i pasów dobierana jest w granicach 3-4 mm przy łącznej powierzchni 46-56% powierzchni nurnika. Powierzchnie nośne są tworzone przez elektroerozyjne osadzanie dwuwarstwowej powłoki z odkształceniem plastycznym powierzchni pierwszej warstwy powłoki, na przykład odpornej na zużycie z VK 8, przed nałożeniem drugiej warstwy materiału przeciwciernego, na przykład przeprowadzone za pomocą elektrody miedziano-grafitowej, po powleczeniu, tłok docierany jest w docieraniu żeliwnym z dodatkiem past ściernych. Przywrócona para jest używana zamiast nowej. 1 chora.
Wynalazek dotyczy sposobu elektroerozyjnej renowacji zużytych powierzchni części precyzyjnych i może być stosowany w budowie maszyn i naprawach maszyn do renowacji par nurników wysokociśnieniowych pomp paliwowych (HPFP).
Znana metoda przywracania profilu roboczego części pracujących w warunkach nierównomiernego zużycia, zgodnie z którą na powierzchnię roboczą profilu części nakłada się warstwę ochronną, której grubość jest granicą dla wybranego trybu elektroerozyjnego ( red. CCCP N 698746, klasa B 23 H 9/00 , 1979).
Wadą znanej metody jest to, że graniczna grubość warstwy dla wybranego modu elektroerozyjnego charakteryzuje się koncentracją defektów i szczątkowych naprężeń rozciągających, co jest niepożądane przy parowaniu części par precyzyjnych.
| Wideo (kliknij, aby odtworzyć). |
Najbliższy proponowanemu rozwiązaniu technicznemu jest sposób odzyskiwania par nurników, obejmujący formowanie powierzchni nośnej na nurnik w postaci pasów cylindrycznych z powłoką przeciwcierną (red. St. N 1715864, C 21 D 1/78 , 1992).
Znany sposób nie zapewnia pełnego przywrócenia żywotności i parametrów roboczych pary nurników.
Wynalazek opiera się na zadaniu wdrożenia takiego sposobu, który zwiększyłby zasoby pary nurników, zintensyfikował w czasie proces docierania współpracujących powierzchni, poprawiając jakość powrotu.
Problem rozwiązuje fakt, że w metodzie przywracania pary nurników, która polega na utworzeniu na nurniku powierzchni nośnej w postaci cylindrycznych pasm z zastosowaniem powłoki przeciwciernej, według wynalazku taśmy cylindryczne są rozmieszczone równomiernie wzdłuż osi nurnika, a dodatkowe powierzchnie nośne tworzą się w postaci zamkniętych listew wzdłuż obwodów odcinanych rowków, natomiast szerokość listew i pasów cylindrycznych dobierana jest w granicach 3-4 mm z ich sumą powierzchni 46-56% powierzchni nurnika, powierzchnie nośne są tworzone przez elektroerozyjne osadzanie dwuwarstwowej powłoki z odkształceniem plastycznym powierzchni pierwszej warstwy powłoki przed nałożeniem drugiej, przeciwciernej.
Zaletą dołączonej metody jest to, że zastosowanie dolnej warstwy powłokowej z materiału odpornego na ścieranie, a górnej z materiału przeciwciernego zapewnia nie tylko wysoką odporność na zużycie, ale również dobre docieranie i docieranie; Obróbka plastyczna powierzchni dolnej warstwy przed nałożeniem górnej zapewnia dobrą przyczepność warstwy do podłoża, zmianę wewnętrznych naprężeń rozciągających na wewnętrzne naprężenia ściskające oraz równomierny rozkład grubości warstwy powłoki.
Powłoka w postaci równomiernie rozmieszczonych pasów i wzdłuż obwodu odcinanego rowka zapewnia powstawanie mikrowgłębień, odpowiadających w swoim przeznaczeniu uszczelkom labiryntowym.
Wartości obszaru powlekania w granicach 46-56% całkowitego obszaru powrotu przy szerokości paska powlekającego 3-4 mm są określane przez dodatkowe badania eksperymentalne i zapewniają wystarczającą wielkość powierzchni nośnej oraz szczelność pary nurników .
Rysunek przedstawia widok ogólny zespołu pary nurników, przywróconego zastrzeganym sposobem. W skład pary nurników wchodzą: tłok 1, tuleja tłoka 2, rowki odcinające 3, otwór osiowy w tłoku 4, otwór średnicowy w tłoku 5, otwór wlotowy w tulei 6, otwór obejściowy w tulei 7, powłoka powierzchni roboczej tłoka składająca się z mniejszego zużycia. warstwa odporna 8 i górna warstwa przeciwcierna 9.
Przykład konkretnej implementacji metody.
Zużyte nurniki wysokociśnieniowych pomp paliwowych silników Diesla KamAZ-740, wykonane ze stali ShKh15, zostały pokryte odporną na zużycie powłoką w miejscach powyżej odcinanego rowka, poniżej odcinającego rowka, wzdłuż krawędzi rowek odcinający z odporną na ścieranie elektrodą stopową z materiału VK8 w następujących trybach: natężenie prądu I 0,8A, częstotliwość prądu f 200 Hz, czas domieszkowania 
= 1 min/cm2 przy formowaniu szerokości pasków powłoki 3-4 mm i całkowitej powierzchni powstałej powłoki Fpokr. 46-56% powierzchni odbudowy tłoka z równomiernym rozmieszczeniem pasów powłoki na odnawianej powierzchni.
Po nałożeniu powłoki powierzchnie tłoka, które mają zostać przywrócone, są traktowane specjalnym wałkiem z trzema rolkami o sile toczenia 100 kgf. Ponowne malowanie tych samych obszarów odbywa się za pomocą przeciwciernej elektrody domieszkującej miedź-grafit w modach I 1.2A, f 200 Hz,
\u003d 1 min / cm 2 ..
Po zwiększeniu średnicy zewnętrznej nurnika w odcinkach 8, 9 jest on szlifowany w żeliwnym krążku z dodatkiem pasty ściernej, a następnie w połączeniu z tuleją nurnika 2 z pastą ścierną. Następnie przywrócona w ten sposób para tłoków jest używana zamiast nowej.
Na specjalnym stanowisku do cyklicznego podawania paliwa STAR-12F przeprowadzono badania w celu określenia zależności długości czasu pracy w godzinach odbudowanej pary nurników przy zapewnieniu eksploatacyjnego dopływu paliwa od szerokości paska formowanej powłoki. żywotność co najmniej 2500 h. Wyniki badań wskazują, że przy szerokości uformowanej taśmy powłoki 3 mm lub więcej zapewniają stabilną pracę. Ograniczenie maksymalnej szerokości pasa powłoki do 4 mm jest uwarunkowane możliwościami ekonomicznymi.
Badanie mające na celu określenie zależności czasu pracy w godzinach odrestaurowanej pary nurników przy zachowaniu szerokości taśmy lakierniczej 3-4 mm i zapewnieniu eksploatacyjnego zasilania paliwem w zależności od stosunku całkowitej powierzchni formowanej powłoki (Fcover) do obszaru odzyskiwania nurnika (Fplung. ) przeprowadzono na specjalnym stanowisku STAR -12F do cyklicznego podawania paliwa przy zapewnieniu żywotności co najmniej 3000 h. Wyniki badań zregenerowanych par nurników określiły najdłuższy czas trwania działanie pary nurników o łącznej powierzchni uformowanej powłoki (Fcover) równej 46-56% powierzchni powrotu nurnika (Fplunger) o szerokości uformowanych pasów powłoki 3-4 mm z ich równomiernym położeniem na odbudowie powierzchnia i zgodność z zasobami nowej pary nurników.
Metoda przywracania pary nurników, w której uformowanie powierzchni nośnej na nurniku w postaci opasek cylindrycznych obejmuje zastosowanie powłoki przeciwciernej, charakteryzującej się tym, że opaski cylindryczne są równomiernie rozmieszczone wzdłuż osi nurnika i tworzą dodatkowe powierzchnie nośne w postaci zamkniętych listew wzdłuż obwodów odcinanych rowków, natomiast szerokość listew i pasów cylindrycznych dobierana jest w granicach 3-4 mm o łącznej powierzchni 46 56% pola powierzchni nurnika , powierzchnie nośne są tworzone przez osadzanie elektroerozyjne dwuwarstwowej powłoki z odkształceniem plastycznym powierzchni pierwszej warstwy powłoki przed nałożeniem drugiej, przeciwciernej.

Zacznijmy od najmniejszego, czym jest tłok? Tłok to rodzaj tłoka, który wykonany jest w formie cylindra, jego długość przekracza jego średnicę. W samochodach z silnikiem Diesla i sprzęcie paliwowym rozpowszechniły się tak zwane pary nurników. Para tłoków składa się z tłoka i tulei.
Para tłoków jest jedną z głównych części wysokociśnieniowej pompy paliwowej lub w skrócie wysokociśnieniowej pompy paliwowej. Wysokociśnieniowa pompa paliwowa odnotowuje i dostarcza wymaganą porcję paliwa we właściwym czasie dla silnika. Dostarcza go również pod określonym ciśnieniem i jest podawany do cylindrów silnika. Aby uniknąć wycieku paliwa pod wysokim ciśnieniem przez szczelinę między tuleją a tłokiem, szczelina jest bardzo mała, tylko 1-3 mikrony. Tłoki i tuleje są wykonane ze stali o wysokiej wytrzymałości, utwardzonej do wysokiej wytrzymałości, co zapewnia dokładną parę części o wysokiej jakości, których nie można wymieniać osobno.
W przypadku par nurników obecność wody w oleju napędowym jest katastrofalna, ponieważ gdy dostanie się ona do szczeliny części precyzyjnych, film paliwowy, który smaruje parę na powierzchniach trących, zostaje przerwany, a tłok działa przez pewien czas bez smarowania. W rezultacie na powierzchniach powstają tak zwane „zakleszczenia”, w wyniku których są one zaklinowane. Otóż samo wnikanie wody jest wiadome skąd jest to olej napędowy niskiej jakości, a woda również przyczynia się do korozji tulei i tłoka, co prowadzi do natychmiastowej naprawy tłoków.
Oprócz wody dość często pojawiają się problemy w wyniku dostania się do paliwa mikroskopijnych cząsteczek kurzu, działa ona jak narzędzie ścierne, a także uszkadza parę nurników w pompie. Z powodu dostania się różnych zanieczyszczeń do mechanizmu pary nurników dochodzi również do zacinania się i zakłóceń pompy i silnika samochodu, wszystko to prowadzi do naprawy.
Pary nurników wysokociśnieniowych pomp paliwowych są mechanizmem o wysokiej precyzji i aby uniknąć jego awarii, konieczne jest regularne diagnozowanie pary nurników i stosowanie wysokiej jakości paliwa.
Do zdiagnozowania pary nurników wysokociśnieniowej pompy paliwowej konieczne jest posiadanie specjalnego sprzętu, który pozwala sprawdzić stopień zużycia pary nurników, a dopiero potem, w razie potrzeby, wymienić ją na nową lub odrestaurowany. Naprawa pary nurników polega na całkowitym przywróceniu parametrów geometrycznych tulei i samego nurnika. Tuleja jest odnawiana poprzez obróbkę mechaniczną. Tłok jest naprawiany poprzez nałożenie na niego odpornego na ścieranie twardego chromu. Samodzielnie w garażu bez wyposażenia tj. w sposób rzemieślniczy naprawa tłoków jest niemożliwa.
Zaloguj się na konto. To proste!
Już zarejestrowany? Podpisz tutaj.

Witam drodzy forumowicze!
Pytanie/problem tego rodzaju.
Hyundai Terracan 2.9 crdi, płyn chłodzący odjeżdżał, auto odjechali do serwisu, są „specjaliści” (prawdę mówiąc miasto jest małe i fachowcy od
Hyundai prawie nie mamy) powiedzieli, że przeciek jest spowodowany pompą, wymienili pompę, nie jeździmy często samochodami, więc dopiero po kilku miesiącach
zauważyłem, że problem nie został rozwiązany i płyn nadal znika i trzeba dolać. Zawieźli go do innego serwisu, powiedzieli, że przeciek pochodzi spod „przedniej pokrywy silnika” i trzeba wymienić uszczelkę, która „wyciskała/od czasu do czasu zużyła się”, zalecili zamówienie zestawu i wymianę już wszystko (bo według nich jedna uszczelka nie jest sprzedawana osobno ), biorąc pod uwagę to i fakt że serwis nie wie czy trzeba wymontować silnik (takiej pracy jeszcze nie zrobili) mam Następujące pytania.
1. Czy muszę wymontować silnik, aby wymienić tę uszczelkę „pod przednią pokrywą silnika” czy można ją wymienić bez jej wyjmowania?
Jeśli dobrze zrozumiałem mistrza - który mi wyjaśnił, "zamyka" okna układu chłodzenia i jest pod pompą lub wokół niej. - (kupiłem auto obsługiwane ostatnio, więc jestem słaby w ich naprawie i innych rzeczach)
2. Czy można kupić i czy jedna uszczelka jest sprzedawana osobno?
A może jeszcze kupić zestaw i wymienić wszystko, czy wziąć zestaw i wymienić tylko jeden? - polecili zakup oryginalnego zestawu, czy jest znacznie lepszy niż „nieoryginalny”?
3.Jak rozumiem istnieje duże prawdopodobieństwo, że stara pompa jest sprawna i w pełni sprawna, czy mogę to jakoś ustalić oględzinami, czy po prostu zapytać specjalistę?
ps. Z góry dziękuję za odpowiedzi, jeśli temat stworzyłem jakoś niepoprawnie lub w złym dziale to przepraszam administrację i jeśli to możliwe edytuję/przechodzę do właściwego.
ps2. W Internecie, na zamówienie na pokrywkę, to się pojawiło, prawda?
Po raz pierwszy piszę na forum, proszę o odpowiedź z prośbą do nowego (niedoświadczonego) właściciela Terrika i wybacz mi, że nie znam części technicznej!
Problem zaczął się wraz z nadejściem ciepła, usłyszałem, że z tyłu auta jest nowy dźwięk (na początku zgrzeszyłem na gumie), okazało się, że nie.
Przyjechałem do oficjalnego serwisu, mistrz podniósł samochód, powiedział, że do wymiany łożysk półosi, którą z powodzeniem zamówiłem na forum (odmówili mi tam wymiany, ponieważ nie mogli zagwarantować jakości naprawy, mówiąc, że złamali już półoś)
Zapisałem się na wymianę w innym biurze. serwis, gdy zabrali się do pracy okazało się, że nie są to łożyska półosi, ale łożysko koła napędowego tylnej osi (trzon), kręcili kardan rękami i poczuli awarię łożyska.
Więc chcę cię zapytać, czy napotkałeś ten problem i czy masz rację?
Jeśli tak, powiedz mi, co zmienia się równolegle z łożyskiem trzpienia (mostek LSD), jakie są numery części.
W załączeniu znajduje się oznaczenie tłoka i zestaw naprawczy uszczelek do mojego 4JG2. Lewy spray. Mistrzowie powiedzieli, że Surf, Deliki będzie mi odpowiadał. W rzeczywistości tak się nie stało.
Czy sam wał powinien być smarowany pastą Goya i krążyć wokół niego?
W sklepie jest 5 tłoków do tego silnika. Poradzono mi, abym przyniósł stary i go odebrał. Ten na delikatesy, surfowanie, bighorn 9600, potem rosnąco 10800, 12000. Moje najdroższe 14500 rubli. Z Japonii ocenili to według tablicy (w innym sklepie) - 9600 rubli. Ale byłem zdezorientowany, gdy sprzedawca powiedział, że są takie same we wszystkich 4JG2.
Co to jest Makaron Goya? Zabij tłok. Powierz ten biznes rzemieślnikom z normalnym stojakiem, nie radzę wspinać się samemu. Z pewnością w Jużnosachalińsku nie ma rzemieślników. Pary nurników sprzedawane są już zmielone w odpowiednim rozmiarze - pasta tylko zwiększy szczelinę, spadnie ciśnienie i para trafi do kosza. Na przykład u brata, przed montażem, pompa i para są dokładnie umyte, wszystkie gumki i miedziane podkładki w pompie są wymieniane (tak, są jednorazowe), dławnica, potem zmontowana pompa „ściga” przez jakiś czas na stanowisku mierzone jest ciśnienie, początkowa „dawka paliwa”, dokonywana jest regulacja itp. itp.
A cena wynosi około 7-10 rubli za wszystko. Rano jeździłem autem, odebrałem po południu - zdejmą/zamontują pompę, zmienią tłok, wyregulują jak w zegarku, w razie potrzeby - wymieni pasek rozrządu, uszczelki głowicy, sprawdzą wtryskiwacze, wymienią opryskiwacze (w zasadzie wszystko za dodatkową opłatą). W tych pieniądzach wliczona jest para nurników (odzyskiwana chromem z podobnej pompy i bez względu na to, co mówią przeciwnicy tej metody - jeździłem na niej sam przez 4 lata i nawet nie myślę, żeby wejść do pompy, miesiąc temu Właśnie wymieniłem gumki, bo pierścień na spuście zużył się i pompka zaczęła przeciekać - 30 minut pracy).
PS: Najważniejsze to wymienić filtr w porę i nie zalewać solarium niewiadomego pochodzenia.
Proces technologiczny naprawa par nurników niklowanie chemiczne obejmuje następujące operacje:
- mycie, kontrola i sortowanie części;
- obróbka mechaniczna tłoków i tulei;
- niklowanie chemiczne tłoków;
- obróbka nurników po wydłużeniu;
- dobór i wzajemne szlifowanie części;
- kontrola i odbiór pary.
Mycie, kontrola i sortowanie par nurników. Kontrola i sortowanie par nurników polega na zewnętrznej kontroli części i badaniu gęstości. Szczególną uwagę należy zwrócić na wykrywanie korozji. W przypadku stwierdzenia śladów korozji lub podłużnych zarysowań części są naprawiane.Pary tłoków z gładką powierzchnią roboczą są testowane pod kątem gęstości. Pary tłokowe, którego gęstość jest mniejsza niż norma, rozmontuj; tłoki i tuleje są wysyłane do naprawy.
Obróbka tłoków. W celu nadania powierzchni roboczej prawidłowego kształtu geometrycznego oraz usunięcia uderzeń i zagrożeń, części poddawane są obróbce mechanicznej (wstępnej i wykańczającej). Wstępne docieranie powierzchni roboczej nurników z docieraniem żeliwa odbywa się na specjalnym wrzecienniku wykańczającym lub tokarce.
Obróbka tulei. Obróbka tulei obejmuje następujące operacje:
- wstępne docieranie otworu;
- drobne docieranie otworów;
- docieranie powierzchni końcowej;
- kontrola i sortowanie części w grupy.
Niklowanie chemiczne tłoków. Powierzchnie nurnika, które nie podlegają chemicznemu niklowaniu pokrywane są cienką i ciągłą warstwą lakieru PCV i suszone w piecu w temperaturze 30-40 °C. Aby zapewnić dobrą przyczepność stopu, powierzchnię część jest dokładnie odtłuszczona benzyną i wapnem wapniowo-magnezowym.
Przetwarzanie po przedłużeniu. W razie potrzeby części są szlifowane, aby nadać powierzchni roboczej bardziej regularny kształt geometryczny. Okrążenie powinno poruszać się swobodnie wzdłuż osi tłoka przy 150-200 obr./min części. Podczas przetwarzania zaleca się stosowanie cienkiej pasty GOI. Po dokładnym umyciu w benzynie części są mierzone i sortowane w grupy według wielkości średnic powierzchni roboczych w odstępie 2 mikronów.
Selekcja i wzajemne szlifowanie. Po obróbce końcowej dobierane są nurniki i dopasowywane do tulei. Tłok powinien wchodzić w rękaw mniej więcej na długość pasa roboczego. Wzajemne szlifowanie części odbywa się przy 150-200 obr./min wrzeciona. W takim przypadku stosuje się cienką pastę GOI lub tlenek glinu. Przesuwaj rękaw wzdłuż tłoka płynnie, bez nacisku. Zakończenie wykańczania charakteryzuje się swobodniejszym ruchem tulei po całej powierzchni prowadnicy.
Gotowe opary są myte w benzynie i przedmuchiwane sprężonym powietrzem.
Kontrola i akceptacja par. Jakość szlifowanych powierzchni określa się przez kontrolę zewnętrzną i sprawdzenie płynnego ruchu nurnika w tulei. Para jest następnie testowana pod kątem gęstości.
Docierane powierzchnie tłoka i tulei muszą mieć równomierny połysk, dopuszczalna jest obecność najmniejszych pociągnięć ledwo widocznych dla oka.
Po umyciu części w oleju napędowym nurnik wysunięty z tulei o 40-50 mm powinien pod własnym ciężarem opaść w pozycji pionowej, aż zatrzyma się na końcu tulei. Zabroniony jest miejscowy opór, hamowanie i zaklejanie się nurnika w tulei.
Gęstość par nurników określa się za pomocą próby ciśnieniowej mieszaniną oleju MT-16P i oleju napędowego o lepkości 10 cst w temperaturze 50 ° C.
Pary badane są pod ciśnieniem 300 kg/cm2 w temperaturze cieczy 18-20°C.
Na Ryż. 164 przedstawia urządzenie do zaciskania par tłoków. Parę testową montuje się w specjalnej zdejmowanej tulei 3, w której tuleja jest blokowana śrubą. Zdejmowana tuleja posiada rowki do ustawienia nurnika pod kątem obrotu względem okien tulei do pozycji maksymalnego podawania paliwa. Zespół przepustów wraz z parą testową montowany jest w gnieździe korpusu 9 urządzenia.
Koniec tulei jest uszczelniony szlifowaną piętą 8 i zaciśnięty śrubą 6 przez pręt 7. Obciążenie 12 przesuwa tłok w górę poprzez układ dźwigni 1 i popychacza 2. Dźwignia 5 służy do podnoszenia ładunku do górnego położenia, a zatrzask 11 służy do jego zabezpieczenia. Specjalna dźwignia 10 służy do przesuwania tłoka w dół podczas ponownego badania.
Ryż. 164. Urządzenie do prób ciśnieniowych par nurników.
Para jest testowana w następującej kolejności. Obciążenie jest zamocowane w górnym położeniu, tuleja urządzenia wraz z nurnikiem nurnikowym jest montowana w gnieździe obudowy, koniec tulei jest uszczelniony, a wnęka nad nurnikiem jest wypełniona mieszaniną do prasowania , otwierając zawór 4 rurociągu.Następnie zatrzask obciążenia zostaje zwolniony. Pod działaniem obciążenia tłok ściska mieszaninę do ciśnienia 300 kg/cm2 i poruszając się w górę, stopniowo wyciska ją przez szczelinę pary testowej. Stoper odnotowuje czas opadania ładunku, który określa gęstość pary. Każda para jest naciskana 3 razy. Testy uznaje się za prawidłowe, jeśli różnica między uzyskanymi danymi z dwóch eksperymentów nie przekracza 3 sekund. Jeśli różnica jest większa, parę należy przemyć czystym olejem napędowym i ponownie przetestować.
Naprawione pary nurników są sortowane według ich gęstości na trzy grupy. Pierwsza grupa obejmuje pary o czasie zaciskania 6-10 sekund, druga - 10-15 sekund. i do trzeciego soku 15-20. Każda pompa jest wyposażona w pary nurników o tej samej grupie gęstości.
Pary niespełniające specyfikacji pod względem gęstości są wysyłane do ponownego montażu. W przypadku lekkiego sklejenia para tłoków jest ponownie dokładnie myta czystym olejem napędowym i ponownie poddawana działaniu ciśnienia.
Aby systematycznie sprawdzać stan stanowiska, należy wykorzystać pary kontrolna i referencyjna. Dodatkowo do każdego stojaka wykonywana jest tuleja kontrolna. Za pomocą tej tulei wybiera się dwie pary nurników spośród nowych części, których gęstość odpowiada czasowi zaciskania 6; 10 i 20 sek. Dobór kulek nurnikowych odbywa się w temperaturze 18°C na standardowej mieszance. Pary kontrolne są oznaczone: „K-6 sek”; K-10 sek” i „K-20 sek”. Pary te są przechowywane w fabrycznym OTK.
W przypadku części referencyjnych przyjmuje się następujące oznaczenie: „E-6 s”; „E-10 s” i „E-20 s”. Te pary są używane przez brygadzistę kontroli warsztatu.
Dopuszczalna różnica w gęstości par odniesienia i kontroli wynosi 0,5 sek. dla par o gęstości 6 i 10 sek. i 1 sek. dla par o gęstości 20 sek.
Codziennie na początku pracy, a także po napełnieniu zbiornika stanowiska świeżą mieszanką mierzy się gęstość par odniesienia na tulei roboczej stanowiska.
Odczyty stanowiska uważa się za prawidłowe, jeżeli uzyskana gęstość pary różni się od nominalnej (zaznaczonej na parze odniesienia) nie więcej niż 1 sekundę. dla par o gęstości 6 sek., przez 2 sek. dla par o gęstości 10 sek. i pa 4 sek. dla par o gęstości 20 sek. Jeżeli różnica w odczytach jest większa niż podane wartości, para referencyjna jest sprawdzana względem tulei sterującej. Dopuszczalna różnica odczytów przy badaniu pary odniesienia na tulejach kontrolnych i roboczych nie może przekraczać 0,5 sek. dla par o gęstości 6 i 10 sek. n 1 sek. dla par o gęstości 20 sek. Jeżeli różnica w wynikach testów jest większa, to tuleje robocze stojaka i piętkę uszczelniającą wymieniane są na nowe części. Dwa razy w miesiącu para referencyjna jest porównywana z parą kontrolną na tulei kontrolnej.
Po posortowaniu na grupy pary nurników są znakowane. Części przeznaczone do długoterminowego przechowywania są konserwowane. W tym celu parę nurników myje się w czystej benzynie, suszy, mocuje w specjalnej ramie i zanurza w kąpieli oleju lotniczego o temperaturze 110-120 ° C. Po zatrzymaniu uwalniania pianki rama z częściami jest usuwana. Po spuszczeniu oleju z powierzchni części rama na 2-3 sekundy. zanurzone w kąpieli z mieszaniną konserwującą zawierającą 100 g parafiny na 1 kg oleju lotniczego. Temperatura mieszaniny wynosi 75–85°C.
Po zakonserwowaniu każda para jest owijana w papier pergaminowo-woskowany lub azokerytowy i umieszczana w pudełku.
Uwaga! Sieć serwisów samochodowych w korzystnych cenach. Kontrola zbieżności kół GRATIS! Żadnych kolejek! Naprawa tego samego dnia!
Pobierz/drukuj motyw
Pobierz motyw w różnych formatach lub zobacz wersję do druku.
Wysokociśnieniowa pompa paliwowa jest niezbędnym elementem każdego silnika wysokoprężnego. Dzięki temu mechanizmowi paliwo staje się nie tylko cieczą, ale mieszanką paliwowo-powietrzną. Na działanie pompy wpływa również taka część, jak para nurników. Odpowiada za dostawę paliwa i jego dystrybucję.
W konstrukcji tego elementu są dwie główne części - tłok i tuleja.
Tłok składa się z małego cylindrycznego tłoka. Podczas pracy pompy tłok porusza się wewnątrz tulei. Tłok wykonując ruchy góra-dół zasysa paliwo, a następnie jest wtryskiwany naprzemiennie do dysz cylindrów roboczych, gdzie w stanie rozpylonym zapala się pod wysokim ciśnieniem. Para tłoków pompy wtryskowej ma kilka otworów na tulei, przez które dostaje się olej napędowy w celu późniejszego wtrysku.
Innymi słowy, głównym celem pary nurników jest dokładny pomiar paliwa, aby następnie dostarczyć je do cylindrów silnika. Również ten element pomaga pompie dostarczać paliwo we właściwym czasie przy odpowiednim ciśnieniu. Aby wszystko przebiegło bezawaryjnie, konieczne jest, aby para tłoków spełniała wszystkie wymagania. Dlatego para tłoków, których cena nie jest tak mała, musi być produkowana na sprzęcie high-tech, nierealne jest robienie jej w domu.
Para tłoków pompy wtryskowej - złożony element, należy go obsługiwać ostrożnie i stale spełniać niezbędne wymagania. Aby urządzenie pracowało płynnie i wydajnie, należy stosować wyłącznie wysokiej jakości paliwo. Ponieważ jakość paliwa na naszych stacjach benzynowych pozostawia wiele do życzenia, renowacja par nurników jest usługą bardzo popularną.
Paliwo niskiej jakości zawiera dużą liczbę pierwiastków chemicznych, co znacznie zmniejsza trwałość pary nurników. Najbardziej negatywny wpływ ma woda, która dostaje się do paliwa w postaci kondensatu. Jeśli między tuleją a tłokiem znajduje się dużo wody, film smarujący narusza jego integralność i część nadal działa bez smarowania. Może to tak bardzo zdeformować część, że przywrócenie tłoków po prostu nie pomoże. Pozostaje tylko kupić parę nurników w sklepie i spróbować tankować tylko paliwem wysokiej jakości.
Istnieje kilka oznak, że część jest uszkodzona. Jednym z nich jest brak rozruchu silnika, zwłaszcza gdy silnik jest rozgrzany. Możesz również dowiedzieć się, czy para tłoków pompy wtryskowej działa normalnie podczas pracy silnika. Trzeba zwracać uwagę na jakość jego pracy. Jeśli para tłoków jest uszkodzona, silnik traci moc i pracuje z nietypowymi dźwiękami. Ponadto silnik może pracować nierówno i niestabilnie. Jeśli zauważono co najmniej jeden objaw, konieczne jest postawienie diagnozy.
Należy zauważyć, że do diagnostyki używany jest specjalny sprzęt. Dlatego bardzo trudno jest stwierdzić w domu, czy para tłoków jest uszkodzona, czy nie. Na stacji paliw profesjonaliści mogą dokładnie opowiedzieć o usterce, a metodą rozwiązania tego problemu jest regulacja lub całkowita wymiana. Podczas naprawy potrzebny jest specjalny sprzęt do przywrócenia szczelności tulei i tłoka.
Teraz powinniśmy powiedzieć, jak wymienić parę tłoków. Najpierw musisz iść do sklepu, odebrać i kupić parę nurników, która będzie pasować do jednego silnika. Konieczne jest zdemontowanie wszystkiego, co jest usuwane wokół pompy paliwa. Jest to konieczne, aby bez problemu usunąć starą parę nurników i nic nie przeszkadza. Następnie trzeba zdjąć przednią pokrywę silnika, odkręcić nakrętkę mocującą koło zębate napędu, a następnie odkręcić wszystkie rury i wyjąć pompę paliwa. Wszystkie zabrudzone części muszą być jednocześnie wyczyszczone. Dopiero potem możesz przystąpić do demontażu pompy paliwa, odkręcić samą parę nurników, ale rób to tylko z najwyższą ostrożnością i w specjalnie przygotowanym miejscu z zestawem niezbędnych narzędzi.
Należy ostrożnie spuścić z niego paliwo, zdemontować starą parę nurników, sprawdzić stan pozostałych części, a mianowicie podkładki krzywkowej, rolek, pompy wspomagającej itp.Następnie należy przekręcić złączkę z zaworami i tłumikiem silnika ze starej pary na nową. Następnie można wszystko zmontować w odwrotnej kolejności, po dokładnym umyciu pary tłoków olejem napędowym z konserwacji przed montażem.
Aby dostosować ilość wtryskiwanego paliwa, na tłoku znajduje się specjalna krawędź odcinająca. Kiedy tłok porusza się w górę, najpierw zamyka otwór wyjściowy, a przez tę krawędź otwór lekko się otwiera. Cięcie tej krawędzi odbywa się spiralnie, dzięki czemu po przekręceniu tłoka zmienia się czas odcięcia. Aby nurnik mógł się obracać i wykonywać ruchy postępowe, opiera się on na podkładce krzywki i zaczepia o sworzeń. Kiedy podkładka się obraca, obraca również tłok, a krzywki wpadają na rolki i popychają go. Regulacja tłoka odbywa się za pomocą podkładek o różnej grubości. Najważniejszą rzeczą jest nie zapominać, że para tłoków, której cena jest dość duża, jest bardzo delikatną i złożoną częścią, dlatego należy obchodzić się z nią bardzo ostrożnie.
Praca silnika wysokoprężnego to cztery cykle, podczas których powstaje palna mieszanka paliwa i powietrza. Zapłon nie następuje z powodu iskry, ale z powodu wysokiego ciśnienia, więc stopień sprężania silników wysokoprężnych jest zawsze podwyższany.
Cummins Inc. jest jednym z wiodących światowych producentów silników wysokoprężnych i generatorów. Silniki tej firmy są bardzo różne: moc waha się od 30 do 3600 koni mechanicznych, a rozmiary silnika od 1,5 do 90 litrów.
Nie ma bardziej złożonej i odpowiedzialnej jednostki w silniku wysokoprężnym niż układ wtrysku paliwa, a dokładniej jego główna część - wysokociśnieniowa pompa paliwowa. Wiele współpracujących części, mocno obciążone jednostki, obecność precyzyjnego systemu dozowania sprawiają, że naprawa wysokociśnieniowych pomp paliwowych jest trudnym zadaniem nawet w warunkach eksploatacyjnych. Tym trudniej jest naprawić pompę wysokiego ciśnienia silnika wysokoprężnego własnymi rękami.
W technice motoryzacyjnej naprawia się prawie wszystko, z wyjątkiem być może pojedynczych uszczelek olejowych i mankietów, których naprawa jest niemożliwa bez specjalnych materiałów. Złożoność ustawiania, diagnozowania i naprawy wysokociśnieniowych pomp paliwowych wymaga od pracownika umiejętności pracy z mechaniką precyzyjną.
Ustawienie według parametrów fabrycznych jest po prostu niemożliwe bez specjalnego stanowiska diagnostycznego do naprawy wysokociśnieniowych pomp paliwowych. Podczas badania diagnostycznego pompy wtryskowej należy sprawdzić:
- cykliczne zasilanie pompy wysokiego ciśnienia, w całym zakresie obrotów wału pompy wysokiego ciśnienia paliwa, przy rozruchu i po odcięciu dopływu paliwa;
- stabilność rozwiniętego ciśnienia;
- Równomierne zasilanie wtryskiwanej pompy paliwa wysokiego ciśnienia do wtryskiwacza paliwa.
Nawet mając dostęp do stanowiska diagnostycznego i po przestudiowaniu na licznych filmach kwestii naprawy wysokociśnieniowej pompy paliwowej, bardzo trudno jest jakościowo sprawdzić i ocenić jej pracę.
W ciężkich silnikach wysokoprężnych stosuje się nurnikowe, rzędowe pompy wtryskowe. Takie urządzenia są trudniejsze w utrzymaniu i naprawie, ponieważ wymagają specjalnego sprzętu do ich demontażu, więc nie będziemy brać pod uwagę takich wysokociśnieniowych pomp paliwowych i ich naprawy.
W osobowym silniku wysokoprężnym prawie zawsze stosowana jest pompa wtryskowa typu dystrybucyjnego. W przeciwieństwie do linii, w pompie dystrybucyjnej siła na tłok jest przenoszona za pomocą wyprofilowanej krzywki. Konstrukcja pompy wtryskowej okazała się bardziej kompaktowa, ale trudno oczekiwać jej naprawy na kolanie.
Pompa wtryskowa Bosh VP44 jest uważana za najbardziej znaną i niedrogą. Często konieczność naprawy wnętrza pompy pojawia się, gdy:
- słaba trakcja i niepełne spalanie paliwa nawet w idealnych warunkach - przy braku obciążenia i dokładnie rozgrzanym silniku;
- nagła awaria i zatrzymanie silnika wysokoprężnego pod obciążeniem, jak mówią „śmierć przy starcie”. Zwykle skaner w takich przypadkach diagnozuje kody P1630 i P1651.
- pojawienie się wycieku oleju napędowego w obszarze dławnicy uszczelnienia wału środkowego wysokociśnieniowej pompy paliwowej.
Dlatego ograniczamy się do kwestii naprawy wysokociśnieniowych pomp paliwowych własnymi rękami poprzez wymianę uszczelek i eliminację zarysowań powierzchni roboczych części.
Przed demontażem uszczelki wału napędowego pompy wtryskowej należy spróbować przesunąć ją w kierunku promieniowym. Jeśli luz jest wyczuwalny ręcznie, przyczyną wycieku paliwa może być zużycie powierzchni roboczej wału lub konieczność naprawy łożyska.
Duża liczba podzielonych płaszczyzn i powierzchni współpracujących części wymagała zastosowania dużej liczby uszczelek i uszczelnień. Z reguły są wykonane z wysokiej jakości materiału i służą przez długi czas, dopóki nie ulegną uszkodzeniu podczas naprawy lub konserwacji. W takim przypadku do samodzielnej naprawy pompy wtryskowej Bosch stosuje się standardowe zestawy naprawcze.
Wystarczy w trakcie naprawy wymienić uszczelkę na czujniku położenia wału i na sterowaniu wyprzedzenia wtrysku. Aby lepiej dopasować nowe pierścienie i gumki, możesz upuścić kilka kropli oleju wrzecionowego lub silnikowego.

W celu prewencyjnej naprawy pompy wtryskowej Bosch własnymi rękami należy zdemontować pompę w przybliżeniu w następującej kolejności:
- wyjąć zawór dozujący z końcowej części pompy wtryskowej. W tym celu należy odkręcić cztery śruby płytki dociskowej, ostrożnie zwolnić kabel zaworu wyprzedzającego wtrysku. Po wykręceniu trzech śrub mocujących zawór dozujący można ostrożnie wyjąć go z gniazda;
- odkręcając mocowanie na górnej pokrywie można zdjąć płytkę sterującą i uzyskać dostęp do elektroniki;
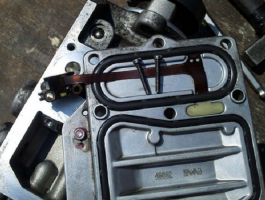
- ustaw położenie wału, jak pokazano na zdjęciu, wyjmij kamerę i uzyskaj dostęp do wnętrza pompy wtryskowej;


- po zdemontowaniu łożyska za pomocą specjalnego ściągacza mamy możliwość zbadania potencjalnego winowajcy kiepskich osiągów pompy wtryskowej - tłoka zespołu posuwu wtrysku. Często na krawędziach części występuje zużycie i rozdarcie powierzchni. Możesz spróbować naprawić powierzchnię przez polerowanie, wymiana całej części jest znacznie droższa.


Po naprawie montaż odbywa się w odwrotnej kolejności z myciem części olejem napędowym.
Często, oprócz zacierania się, na powierzchni tłoków pojawia się inny powód, dla którego pompa wtryskowa nie wytwarza niezbędnego ciśnienia. Przyczyną mogą być zanieczyszczenia, filmy lub osady parafiny na sicie filtra wewnątrz pompy. Z boku rury wlotowej znajduje się siatka. Płukanie kanałów jest kłopotliwe i nieefektywne, łatwiej zdjąć siatkę i przedmuchać ją sprężonym powietrzem.
Połamane kawałki gruzu mogą zablokować tłok, a nawet spowodować pęknięcie lub pęknięcie wału napędowego pompy. Dlatego czyszczenie należy przeprowadzać bardzo ostrożnie, aby uniknąć zanieczyszczenia wewnętrznych wnęk pompy.
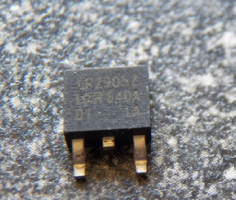
Wśród wielu przyczyn awarii elektronicznej „wątroby” wysokociśnieniowej pompy paliwowej, zerwanie lub przepalenie styków tablicy kontrolnej i awaria tranzystorów mocy są częstsze niż inne. Jeśli wiedza i umiejętności pracy z urządzeniami elektronicznymi pozwalają „zdiagnozować” działanie tranzystorów i naprawić, należy spróbować zidentyfikować przyczynę i zastąpić sprawcę sprawnym elementem.
Aby sprawdzić stan „winowajcy”, należy ostrożnie otworzyć czarną pokrywę, szczelnie osadzoną na gumowej uszczelce za pomocą śrub. Należy ją ostrożnie usunąć, aby nie uszkodzić samej uszczelki.


Przyczyną awarii nie tylko tranzystora, ale całej płytki może być powietrze, które dostało się do wnęki z powodu słabej wydajności systemu odwadniającego lub zaworu zwrotnego. Często próbują wyeliminować wietrzenie, obracając rozrusznik, mając nadzieję, że w ten sposób wpompują olej napędowy do wysokociśnieniowej pompy paliwowej. W tym momencie tranzystor jest otwarty i obciążony do maksimum, co prowadzi do intensywnego nagrzewania. W środowisku powietrznym o słabym odprowadzaniu ciepła nieuchronnie ulegnie spaleniu. W niektórych niemieckich samochodach istnieje zabezpieczenie, które uniemożliwia próbę uruchomienia silnika w przypadku braku paliwa w przewodzie. W tym celu użyj czujnika paliwa w zbiorniku.
Awarię tranzystora można stwierdzić za pomocą testera „wykręcającego” lub po pojawieniu się.Najlepszą opcją naprawy takiej usterki byłaby wymiana całej tablicy sterowniczej. Być może jest to droższe niż lutowanie, ale da gwarantowaną jakość i stabilną pracę pompy wysokociśnieniowej po naprawie. W ostateczności oddaj płytkę i tranzystor do lutowania specjalistom - elektronikom.
Podczas instalacji i ponownego montażu po naprawie należy sprawdzić dokręcenie wszystkich elementów złącznych.
Jeśli podczas procesu rewizji nie dokonano pochopnej i nieuzasadnionej wymiany części, zmontowana pompa powinna działać z mniej więcej takimi samymi parametrami jak poprzednio. Standardowo do testowania i regulacji pompy wtryskowej po remoncie kapitalnym służy stanowisko Bosch EPS-815.
Na filmie możesz dowiedzieć się, jak zwiększyć ciśnienie tłoka w pompie wtryskowej Bosch VE:
| Wideo (kliknij, aby odtworzyć). |














