W szczegółach: naprawa aluminiowej łodzi zrób to sam od prawdziwego mistrza na stronie my.housecope.com.
Vyksa, obwód niżnonowogrodzki
Naprawa obudowy z duraluminium.
Ślady korozji usuwa się szczotkami ze sztywnym włosiem, a w razie potrzeby płótnem ściernym z m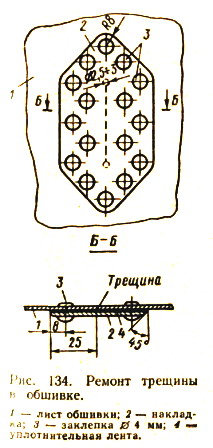
ogromnie. Oczyszczone miejsca przeciera się benzyną B-70, a po 15 minutach ekspozycji - szmatką nasączoną acetonem. Następnie goły metal jest dwukrotnie zagruntowany i pomalowany.
Wadliwe nity należy przewiercić (zamiast odcinać dłutem). Aby to zrobić, najpierw musisz uderzyć środek na główce hipoteki, a następnie wiertłem (metr dolny równy średnicy pręta nitu) wywiercić otwór na głębokość równą wysokości głowy hipoteki; potem głowę łatwo odłamać, a resztę nitu wybić brodą.
Zarysowania na arkuszach o głębokości nie większej niż 0,2 mm, a także najmniejsze wyszczerbienia (bez pęknięć), wystarczy przetrzeć papierem ściernym i przywrócić ochronny lakier.
Głębokie wgniecenia prostuje się po podgrzaniu uszkodzonego obszaru skóry i zestawu kwadratów wzmacniających ją do temperatury 600-700 °C. Do ogrzewania używa się palnika lutowniczego lub palnika gazowego. Po schłodzeniu na powietrzu metal staje się plastyczny, a odkształconą część można wyprostować bez obawy, że pęknie. Odpowiedzialne części kadłuba, takie jak dno, ramy i dolne żebra, po wyprostowaniu będą musiały zostać ponownie podgrzane, a następnie schłodzone wodą.
Po wykryciu pęknięcia jego propagacja jest ograniczana przez wywiercenie na końcach otworów o średnicy 2,5–3 mm. Następnie
(od wewnątrz korpusu) nakładana jest nakładka z tego samego metalu co naprawiana część. Nakładka powinna zakrywać pęknięcie o 20-25 mm ze wszystkich stron. Przed umieszczeniem nitów pod podszewką należy ułożyć taśmę uszczelniającą (ryc. 134). 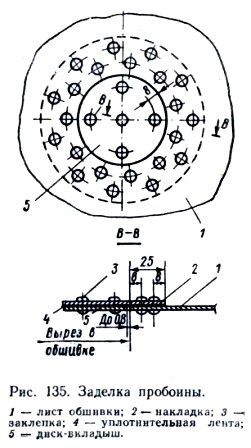
| Wideo (kliknij, aby odtworzyć). |
Małe (do 70 mm) otwory w poszyciu uszczelnione wyściółkami od wewnętrznej strony kadłuba i wkładek (Rys. 135). Średnica okładziny powinna być o 50-60 mm większa od średnicy wycięcia, aby zapewnić zakładkę na całym obwodzie, co jest niezbędne przy nitowaniu szwem dwurzędowym naprzemiennym o skoku nitów 15-20 mm . Okrągłą wkładkę-wkładkę umieszcza się w wycięciu równo ze skórą tak, aby szczelina między wkładką a krawędzią wycięcia nie przekraczała 1 mm. Wkładka nitowana jest nakładką jednorzędowym szwem o rozstawie 20 mm.
Większe otwory są uszczelniane w ten sam sposób, ale wyściółka od wewnątrz korpusu nie jest solidna, ale pierścieniowa - o średnicy wewnętrznej o 50-60 mm mniejszej niż średnica wkładki.
Przy znacznym uszkodzeniu skóry konieczna jest wymiana całego arkusza lub jego większości. Przy wymianie części arkusza lepiej umieścić dodatkowe łączenia na ramach. Wymiar zakładki i wszystkich pozostałych elementów połączenia powinien być taki sam jak w najbliższym połączeniu (patrz również wskazówka 148).
W przypadku uszkodzenia części zestawu poprzecznego lub wzdłużnego (poprzez pęknięcia, złamania) na naprawiane sekcje nakładają się duplikaty kwadratów. Przy wymianie odcinka części (na przykład podłużnicy) montowana jest wkładka, która jest jak najściślej dopasowana do obu końców pozostałych części części (szczelina nie powinna przekraczać 0,2 mm) i jest z nimi połączona za pomocą krótkich stopek (Rys. 136).
Po naprawie skóry należy sprawdzić wodoodporność połączeń nitowych za pomocą nafty.
Oto kilka ogólnych informacji na temat ręcznego nitowania na zimno.
Istnieją metody nitowania bezpośredniego i odwrotnego; w pierwszym uderzenia młotkiem wykonuje się od strony zamknięcia, tj. łba nitowanego, w drugim - od strony łba hipotecznego.Metodę odwrotną stosuje się, gdy np. niewygodne jest uderzanie od wewnątrz korpusu (z reguły nity są umieszczane od zewnątrz).
Podczas nitowania używane są następujące narzędzia (Rys. 137):
trzpień 1 - stalowy pręt zaostrzony w stożek, za jego pomocą otwory są łączone podczas montażu części;
Pomoc 2 - masywny pręt stalowy lub żeliwny, który służy do bezpośredniego dociskania hipoteki w procesie nitowania;
obudowa 3- pręt stalowy z otworem (w środku), którego średnica jest o 0,5-1,0 mm większa niż średnica nitu; służy do uszczelniania części, które mają być połączone wokół wału nitu 4;
zacisk 5 - pręt stalowy z otworem w kształcie głowicy zamykającej; uderzając zacisk hamulcem ręcznym, zanituj wystający koniec pręta nitu.
Do naprawy obudów ze stopu aluminiowo-magnezowego lepiej stosować nity ze stopów AMg-5 lub AMts, a do obudów z duraluminium nity ze stopu B65.
Nitowanie zestawu do skóry odbywa się zwykle za pomocą jednorzędowego ściegu łańcuszkowego; wodoodporne łączenia skóry - dwu- i trzyrzędowe naprzemienne mocno szczelne szwy.
Detale można łączyć na zakładkę lub doczołowo na jednostronnych lub dwustronnych listwach podszewki.
Średnica nitu D można przyjąć jako równą dwukrotnej grubości materiału, z którego wykonane są łączone części. Przy nitowaniu części o różnych grubościach brana jest pod uwagę mniejsza; jeśli różnica grubości jest znaczna (2 mm lub więcej), średnicę nitu określa wzór d=2 (pierwiastek S ), gdzie S jest całkowitą grubością arkuszy. Ten ostatni nie powinien przekraczać 4 dni.
Długość pręta nitującego powinna być równa całkowitej grubości nitowanych arkuszy, dodana do wartości R, niezbędne do uformowania głowicy zamykającej; dla okrągłej głowy P = 1,5 d, stożkowy - 1,3 d, półtajny - 1,1 d, z łbem stożkowym - 0,9 d.
Dystans Z między rzędami nitów, co decyduje o wytrzymałości i gęstości połączenia, przyjmuje się 2-5 dw zależności od rodzaju połączenia (np. dla połączeń blach poszyciowych odległość między rzędami powinna wynosić -3 d).
Krok T , tj. odległość między środkami sąsiednich nitów w tym samym rzędzie, dla szczelnych szwów należy przyjmować od 3 do 5 d (a dla pozostałych połączeń - od 8 do 10 d. Odległość środka nitu od krawędzi arkusz, profil lub pasek łatki przyjmuje się jako równy 1, osiem-2 D.
Otwory na nity są starannie wiercone wiertarką ręczną lub elektryczną. Średnica otworu d reprezentant powinna być nieco większa niż średnica nitów:
Gniazda do osadzonych łbów nitów zrywalnych i półzaślepiających są pogłębione pod kątem 90 °. Głębokość gniazd pod łeb wpuszczany metodą odwrotnego nitowania powinna być o 0,1 mm mniejsza od wysokości łba nitu, a przy metodzie bezpośredniej równa wysokości łba.
Przed nitowaniem części są montowane na śrubach montażowych (montażowych), instalowanych co 10-12 otworów. Nitowanie odbywa się od środka szwu do krawędzi; na koniec śruby montażowe są usuwane, zastępując je nitami.
Proces nitowania w sposób bezpośredni odbywa się w następujący sposób: pod łeb wkładki nitu wsuniętego w otwór montuje się podporę, na pręt nitu nakłada się osłonkę, następnie uszczelnia połączenie kilkoma uderzeniami młotka łeb zamykający powstaje poprzez uderzenie młotkiem w pręt nitu wystający ze złącza. W razie potrzeby głowicę zamykającą formuje się przez zagniatanie.
Łódź aluminiowa, jak każda inna, wymaga dokładnej kontroli i w razie potrzeby naprawy.
Nie zawsze można powierzyć naprawę specjaliście, często łodzie naprawia się własnymi rękami.
Po dokładnym sprawdzeniu aluminiowej łodzi powinieneś zrozumieć, jaki rodzaj naprawy jest potrzebny.
Inspekcję rozpoczynają od dna łodzi, w tym celu ją odwracają. Musisz szukać pęknięć, zardzewiałych miejsc, zgubionych lub luźnych nitów.
Podczas eksploatacji pawęż łodzi jest najbardziej obciążony, zwraca się na to szczególną uwagę. 
Oczywiście możliwe są różne awarie, ale w artykule rozważam tylko te, które są nieodłączne tylko w łodziach wykonanych z aluminium i jego stopów.
Jednym z najczęstszych uszkodzeń łodzi aluminiowej jest korozja. Pęknięcia często kryją się pod miejscami korozji. Jeśli z tym nie walczysz, w rezultacie na dnie powstaje dziura.
Aby określić głębokość uszkodzenia, najlepiej wyczyścić dno łodzi szlifierką. Czysty do metalu. 
Po zgrubnym oczyszczeniu należy przeszlifować papierem ściernym, a w razie potrzeby usunąć starą farbę specjalnym zmywaczem. Następnie odtłuścić, zagruntować i pomalować.
Młotek pomoże określić niezawodność nitów podczas inspekcji łodzi. Konieczne będzie stuknięcie w każdy nit, jeśli grzechocze i chwieje się, konieczna będzie wymiana.
Jeśli rozwinęły się dziury, należy w to miejsce umieścić nit o większej średnicy.
Nity znajdujące się bliżej silnika najczęściej zawodzą, są najbardziej podatne na wibracje. 
Następnym krokiem jest uszczelnienie pęknięć. Pęknięcia na łodzi powstają najczęściej podczas kolizji, na przykład przypadkowo natkną się na dryfujące drewno. Pęknięcia są imponujące i bardzo małe.
Najmniejsze pęknięcia można naprawić lutując ze stopu cynowo-ołowiowego z dodatkiem cynku.
Podczas pracy z aluminium i stopami pojawia się problem z cynowaniem, przeszkadza film tlenkowy. Istnieje kilka sposobów lutowania aluminium, na przykład można użyć alkalicznego bezwodnego oleju, takiego jak olej do pistoletów. Przed lutowaniem oczyść powierzchnie, zwilż olejem, następnie usuń folię lutownicą i lutownicą. Stosuje się również topnik, nakładając go na lut.
Jedynym sposobem na naprawienie dziur i dużych pęknięć w aluminiowej łodzi jest jej załatanie.
Łaty mogą być nitowane lub zgrzewane.
Generalnie spawanie najlepiej jest stosować w wyjątkowych przypadkach, gdy z jakiegoś powodu nitowanie jest niemożliwe.
Nie wszystkie stopy aluminium wytrzymują spawanie, często kadłub łodzi pęka w pobliżu spoiny. Wiedząc o tym, doświadczeni spawacze zwykle niechętnie podejmują się tego biznesu.
Ale nadal do napraw stosuje się spawanie. Dlatego jeśli gotujesz, musisz to zrobić po obu stronach i tylko na cienkich prześcieradłach. 
Jeśli nie jesteś profesjonalnym spawaczem, będziesz musiał przetransportować łódź do warsztatu. Spawaj aluminiowe łodzie argonem.
Naszywka umieszczana jest po wewnętrznej stronie łodzi. Aby była mocna, konieczne jest przestrzeganie wszystkich zasad nitowania.
Wielkość łaty powinna odpowiadać wielkości pęknięcia.
Materiał, z którego wykonujesz łatkę, powinien być dokładnie taki sam jak na Twojej łodzi. 
Jeśli aluminium zostanie połączone z innym metalem, powstanie para galwaniczna. Oznacza to, że na styku wystąpi korozja galwaniczna, która szybko zniszczy aluminium lub jego stop.
Z tego samego powodu nie zaleca się używania metalowej szczotki do czyszczenia obudowy.
Przy zakładaniu łatki z nitem należy przestrzegać następującej kolejności:
Niektórzy próbują zamykać małe pęknięcia spawaniem na zimno lub włóknem szklanym, to strata czasu. Takie naprawy są niepraktyczne, wszystko to szybko odpadnie podczas pracy.
Po naprawie łódź należy pomalować specjalną farbą.
Ludowa wróżba: największy połów pochodzi od młodych i niedoświadczonych rybaków!
Błagowieszczenka
Ostatnie logowanie:
23.07.2018 12:50:18
Barnauł
Ostatnie logowanie:
27.01.2015 16:20:46
Barnauł
Ostatnie logowanie:
03.06.2018 20:25:41
Wielokrotnie widziałem, jak przyklejają dziury na Kazankach itp.
tylko szmata, nasączona żywicą epoksydową - i bam we właściwym miejscu.
utrzymuje się - przez dziesięciolecia nie możesz tego zerwać - nie możesz tego zerwać))))
Barnauł,
Ostatnie logowanie:
30.12.2014 17:51:03
Wielokrotnie widziałem, jak przyklejają dziury na Kazankach itp.
tylko szmata, nasączona żywicą epoksydową - i bam we właściwym miejscu.
utrzymuje się - przez dziesięciolecia nie możesz tego zerwać - nie możesz tego zerwać))))
Rubcowsk
Ostatnie logowanie:
06.10.2017 01:04:15
Błagowieszczenka
Ostatnie logowanie:
23.07.2018 12:50:18
Rubcowsk
Ostatnie logowanie:
07.01.2018 17:34:41
Barnauł,
Ostatnie logowanie:
30.12.2014 17:51:03
Rubcowsk
Ostatnie logowanie:
07.01.2018 17:34:41
Barnauł
Ostatnie logowanie:
27.01.2015 16:20:46
Generalnie moja rada, obróć go w kolor met i kup gumkę lub PCV! Jest w tym ironia i trochę prawdy. Jak rozumiem, jeszcze nie widziałeś go w akcji (na wodzie), ale z mojego doświadczenia powiem jedno! Na wodzie zachowuje się kapryśnie i stara się przewrócić, pływaki są po bokach i są przymocowane tak, aby łatwiej było ją złapać z wody i tak dalej i tak dalej, jest ciężki i niewygodny do noszenia i transport. Ogólnie przekonaj się sam, mistrzu!
A zamiast nitów będziesz musiał włożyć śruby, aby następnym razem łatwiej było zmienić materiał.
Rubcowsk
Ostatnie logowanie:
07.01.2018 17:34:41
Barnauł
Ostatnie logowanie:
27.01.2015 16:20:46
Kil kupidyna jest wytarty do dziur)))))))))
ale Grigory i Radik zabrali się do rzeczy.
zysk z 10 walcówki w sam raz.
będzie służył jeszcze przez wiele lat.
Komentarz do pliku: Ramy są wygięte lodem.
P22-04-15_19.04.jpg [ 454,19 KB | Wyświetlenia: 9757 ]
Kil kupidyna jest wytarty do dziur)))))))))
ale Grigory i Radik zabrali się do rzeczy.
zysk z 10 walcówki w sam raz.
będzie służył jeszcze przez wiele lat.
Strefa czasowa: UTC + 6 godzin
Użytkownicy przeglądający to forum: brak zarejestrowanych użytkowników i gości: 3
Wszystkie materiały zamieszczone na tym forum są chronione prawem autorskim i mogą być kopiowane tylko za zgodą administracji Regionalnej Organizacji Publicznej „Federacja Motorowodna i Turystyki Sportowej Baszkirii”
(c) 2013-2016 Wszelkie prawa należą do Federacji Motorowodnej i Turystyki Sportowej Baszkirii
Klub wędkarski Woroneż> → Łodzie, silniki, akcesoria → Aluminiowe łodzie (patelnie) pytania dotyczące eksploatacji, naprawy i tuningu
Strony 1 2 3 … 6 dalej
Aby przesłać odpowiedź, musisz się zalogować lub zarejestrować.
- Profesor
- Stały klient
- Na forum
- Gdzie: WORONEZ
- Zarejestrowany: 2010-06-01
- Posty: 5,145
- Podziękowano: 21959
- Za wiadomość: 26
Cieszę się, że mogę rozpocząć nowy wątek! Więc zostałem garncarzem! Raczej formalnie byłem jednym od dawna - stary kocioł pierwszego modelu (wtedy jeszcze robili go bez kul) leżał w kraju przez około 15 lat, czekając za skrzydłami. Pamiętaj, że tak powiem, wpisane. I w końcu dotarły do niej moje ręce - dwa tygodnie pracy wieczorami iw weekendy, a łódka otrzymała drugie życie. Chciałem zrobić łódkę nie tylko do wędkowania, ale dla duszy, tylko po to, by pływać dla własnej przyjemności. Pomysł był prawie w 100% udany, o czym chcę opowiedzieć.
A więc w skrócie! Łódkę wyciągnięto w miejsce dogodne do pracy, oczyszczono z gałęzi i gruzu, przeprowadzono pierwszą inspekcję, która ujawniła masę problemów, o istnieniu wielu nie wiedziałem, inaczej pewnie bym nie doszedł naprawa na kolejne 10 lat.... ale kiedy już postanowiłem to zrobić, nie ma gdzie się wycofać.
Znalezione choroby:
1. otwór w desce,
2. zgniła dulka,
3. rozdarta pawęż,
4. łatka na dole wymaga wymiany,
5. Na rufie przegniły dwie muszle.
6. poluzowane mocowania ławek,
7. zgniłe trzy ramki po wewnętrznej stronie dna,
8. kaptur od ciągłego chodzenia pokryty był szerokimi pęknięciami, dochodziło do pęknięć metalu i wgnieceń, odpadło wewnętrzne wzmocnienie kaptura,
9. Zawór spustowy zakwaszony, elementy złączne zgniłe.
10. prawy zbiornik wypornościowy jest zepsuty.
Stan jest opłakany, ale oczy się boją, ale ręce robią.
Nie wiem, jak nitować duraluminium i nie chcę, dlatego wybrano główną metodę naprawy śrubami ze stali nierdzewnej za pomocą uszczelniacza.
Listwę pawęży wymieniono na grubą gumę, na pawęży zamontowano podkładkę wzmacniającą z grubej blachy duraluminium, załatano otwory, wymieniono dulki i ościeżnice, wykonano okładzinę duraluminiową i przykręcono ją do maski, stara usunięto farbę, kadłub oczyszczono, wyprostowano drzwi przedziału dziobowego, zawór wymieniono na półcalowy dźwig z zaworem kulowym, wzmocniono mocowania ławki, załatano zbiornik wypornościowy, szwy zasmarowano uszczelniaczem.
Postanowiłem pomalować w dwóch kolorach: biały dół, czerwony top, biały kokpit i rufa.
Szpachlowanie, gruntowanie, malowanie, lakierowanie.... cztery dni pracy - a łódź nabrała już pięknego wyglądu.
Następnie zainstalowałem ławki, lakierowaną podłogę ze sklejki.
Następnie dekoracje i zabawki: dmuchawa na masce, szperacz halogenowy firmy UAZ, gniazdka 12 V w kokpicie jako złącza zasilania pokładowego, akumulator w komorze dziobowej i wykończenie - montaż regulatora napięcia na silniku (Pit 15) i podłączenie generatora, gumowa mata na nos dla wygodnego wejścia do kokpitu, wypełnienie burt pianką - jacht rekreacyjny YALTA gotowy!
Pod względem czasu wszystko zajęło dwa tygodnie, pod względem pieniędzy - 18-20 tysięcy (dokładniej nie liczyłem). Na podstawie wyników prób morskich zrezygnuję z subskrypcji za tydzień lub dwa.
Lub zaloguj się przez jedną z tych usług

Komentarze mogą zamieszczać tylko zarejestrowani użytkownicy
Zarejestruj nowe konto w naszej społeczności. To nie jest trudne!
Żaden zarejestrowany użytkownik nie przegląda tej strony.




pag102 08 paź 2012
 pag102 08 paź 2012
pag102 08 paź 2012 pag102 12 paź 2012
Czy naprawdę nie ma ludzi pracujących z polimerami ((
To był biznes. Dwa duże zastrzeżenia - 1. przyczepność 2 temperatura por. rozszerzenia.
Zdecydowanie trzymaj się.
15 paź 2012
Czy można go naprawić nowoczesnymi materiałami polimerowymi?
Przy naprawach karoserii AL niektórych marek samochodów szeroko stosuje się klejenie związkami epoksydowymi i tajną cieczą, która zwiększa przyczepność do metalu, praktycznie bez jego usuwania.
Ale jeśli wyczyścisz go z grubsza, ale do połysku AL i od razu nałożysz masę, to sam spróbowałem i mam obrzeże włazu z AD-31 przyklejone do włókna szklanego. Od kilku lat chodzę po włazie stopami i połączenie utrzymuje się.
Dlaczego nie wypróbujesz tego na płytce testowej?
15 paź 2012
VASYA2011 15 paź 2012
 VASYA2011 15 paź 2012
VASYA2011 15 paź 2012był to przypadek nitowania importowanej łodzi po uderzeniu. cholerny przepływ.
Czy masz jakieś narzędzie pneumatyczne?
Młotek musi być znacznie lżejszy niż stojak z tyłu, w przeciwnym razie sąsiednie złącza są złamane. Są młoty pneumatyczne, potrzebują powietrza około 6 kg/cm2 przy przyzwoitym natężeniu przepływu.
Post był edytowanyTribun: 15 października 2012 - 12:05
15 paź 2012
VASYA2011 15 paź 2012
Młotek powinien być znacznie lżejszy niż stojak.
A nity, jeśli duraluminium, muszą zostać „poluzowane” przed
instalacja, a taśma tiokolowa była używana do uszczelniania, teraz jest dużo mastyksu uszczelniającego.
Jeździec 15 paź 2012
 Jeździec 15 paź 2012
Jeździec 15 paź 2012„Traktuj jak z podobnym” (c) Z mojego doświadczenia wynika, że polimery nie przylegają do stopów Al. Stalowy kil na Al Amur również spowodował oszołomienie. Nie używaj również spawania - sąsiednie nity poluzują się i uszczelka się wypali.
Nit.
stalowy kil na jego pierwszym Amur był również zaskoczony, gdy znalazł
To był biznes. Dwa duże zastrzeżenia - 1. przyczepność 2 temperatura por. rozszerzenia.
Zdecydowanie nit.
klej
Kleje są używane w przemyśle lotniczym od czasów starożytnych i nie było też „Amorów”.
w pierwszym odrzutowcu pasażerskim "Comets" przyklejono metalową wyściółkę skrzydła i kadłuba. Konstrukcje samolotu Concorde, wykonane ze stopu aluminium i zaprojektowane na żywotność tysięcy godzin lotu, są połączone klejem epoksydowym. Należy założyć, że różnice w temperaturze i obciążeniu nie występują na łodzi. Najwyraźniej istnieją również normy zdatności do lotu.
Prawdopodobnie w „podręcznikach” można znaleźć coś przydatnego do naprawy uszkodzeń bojowych samolotów w terenie.
Post został zredagowanyJeździec: 15 października 2012 - 15:26
Jeździec 15 paź 2012
..Prawdopodobnie możesz znaleźć coś przydatnego w „podręcznikach” naprawiania uszkodzeń samolotów bojowych w terenie.
w kolejnej gałęzi napisano już „podręcznik” naprawy uszkodzeń bojowych i ochrony kadłubów nitowanych włóknem szklanym
5
nity pewnie wyszłyby z przyjemnością
SanychSan 15 paź 2012
 SanychSan 15 paź 2012
SanychSan 15 paź 2012Nie mamy wielu takich specjalistów. był to przypadek nitowania importowanej łodzi po uderzeniu. cholerny przepływ. I powiązane pytanie. Jak należy przeprowadzić tę procedurę? o nitach, takich jak znalezione informacje, używane są 2 rodzaje.a co tkwi? Czy masz jakieś narzędzie pneumatyczne? tam zemsta jest ciasna, nie da się czołgać od środka
Wszystko to nitowane jest metodą nitowania odwrotnego. Uderzają w głowę przez trzpień lub młotkiem pneumatycznym (KP-14 = do 4 mm i KP-24 z 5 ki). Wsparcie wewnętrzne (np. o kształcie profilu 2,5 kg lub mniej, jeśli nie żałujesz swoich dłoni). Polecam znaleźć nitownika na lotnisku.
Wszystko to nitowane jest metodą nitowania odwrotnego. Uderzają w głowę przez trzpień lub młotkiem pneumatycznym (KP-14 = do 4 mm i KP-24 z 5 ki). Wsparcie wewnętrzne (np. o kształcie profilu 2,5 kg lub mniej, jeśli nie żałujesz swoich dłoni). Polecam znaleźć nitownika na lotnisku.
Nitowanie odwrotne to wyrafinowanie, mi się nie udało. W takich przypadkach po prostu odwracałem nit (lub zmieniałem go na inny łeb) i nitowałem z drugiej strony. Z pistoletem też nie powinno być za dużo, zbyt mocny wymaga ciężkiego trzpienia, nie można go wszędzie wsunąć i już jest trudny do trzymania.
Jednak wszystko przychodzi z doświadczeniem. Jeśli ręce nie są krzywe, nie przejmuj się, gdzie rosną
SanychSan 16 paź 2012
Nitowanie odwrotne to wyrafinowanie, mi się nie udało. W takich przypadkach po prostu odwracałem nit (lub zmieniałem go na inny łeb) i nitowałem z drugiej strony. Z pistoletem też nie powinno być za dużo, zbyt mocny wymaga ciężkiego trzpienia, nie można go wszędzie wsunąć i już jest trudny do trzymania.
Jednak wszystko przychodzi z doświadczeniem. Jeśli ręce nie są krzywe, nie przejmuj się, gdzie rosną
Doświadczenie 19 lat. Nitownik 5 kategorii na lotnisku w Niżniewartowsku.
Może wybuchowa nada?
„W niektórych przypadkach stosuje się specjalne rodzaje nitów - wybuchowe (AN-1504).
Nity wybuchowe posiadają w wolnym końcu pręta wgłębienie (komorę) wypełnione materiałem wybuchowym, które jest zabezpieczone warstwą lakieru przed wnikaniem wilgoci atmosferycznej. Nity wybuchowe wykonane są o średnicy 3,5; 4; 5 i 6 mm od drutu D18P. Długość pręta nitów wybuchowych wynosi od 6 do 20 mm, grubość nitowanego pakietu od 1,6-2,5 do 14,1-15 mm.
Proces nitowania nitami wybuchowymi różni się od nitowania konwencjonalnego. Tutaj jako narzędzie do nitowania stosuje się grzałkę elektryczną.
Nitowanie nitami wybuchowymi polega na tym, że nit jest wprowadzany do otworu, na wolnym końcu pręta, którego znajduje się komora wypełniona materiałem wybuchowym. Przy lekkim uderzeniu młotkiem (w stanie zimnym) nit ulega zniszczeniu. Następnie na zatopioną głowicę umieszcza się końcówkę grzałki elektrycznej 1. W ciągu 2-3 s nit nagrzewa się, a w temperaturze 130-160 ° C ładunek eksploduje, a koniec pręta znacznie się rozszerza. i tworzy zamykającą głowę.”
Tutaj
Ten post był edytowany przez Alessandro: 16 października 2012 – 14:00
SanychSan 16 paź 2012
Może wybuchowa nada?
„W niektórych przypadkach stosuje się specjalne rodzaje nitów - wybuchowe (AN-1504).
Nity wybuchowe posiadają w wolnym końcu pręta wgłębienie (komorę) wypełnione materiałem wybuchowym, które jest zabezpieczone warstwą lakieru przed wnikaniem wilgoci atmosferycznej. Nity wybuchowe wykonane są o średnicy 3,5; 4; 5 i 6 mm od drutu D18P. Długość pręta nitów wybuchowych wynosi od 6 do 20 mm, grubość nitowanego pakietu od 1,6-2,5 do 14,1-15 mm.
Proces nitowania nitami wybuchowymi różni się od nitowania konwencjonalnego. Tutaj jako narzędzie do nitowania stosuje się grzałkę elektryczną.
Nitowanie nitami wybuchowymi polega na tym, że nit jest wprowadzany do otworu, na wolnym końcu pręta, którego znajduje się komora wypełniona materiałem wybuchowym. Przy lekkim uderzeniu młotkiem (w stanie zimnym) nit ulega zniszczeniu. Następnie na zatopioną głowicę umieszcza się końcówkę grzałki elektrycznej 1. W ciągu 2-3 s nit nagrzewa się, a w temperaturze 130-160 ° C ładunek eksploduje, a koniec pręta znacznie się rozszerza. i tworzy zamykającą głowę.”

Łódź z włókna szklanego zyskała popularność ze względu na swoją trwałość i niezawodność. Włókno szklane ma wiele istotnych zalet w porównaniu z innymi materiałami. Możesz złożyć statek szybko i bez większych kosztów.Łódź z włókna szklanego „zrób to sam” to niedroga i godna opcja na wyprawy wędkarskie.
Plastikowa mała łódka przeznaczona jest głównie do łowienia ryb. Może być również używany do pływania łódką, uprawiania sportów. Warunki pracy łodzi na wodzie: fala nie większa niż 60 cm, siła wiatru - do 4 punktów w dziesięciostopniowej skali. Łódka z włókna szklanego to świetna alternatywa dla pontonów.
Włókno szklane to jedyny materiał, który pozwala samodzielnie stworzyć kształt o dowolnej złożoności. Niezależna konstrukcja dna umożliwia wyposażenie go w redany o dowolnej konfiguracji. Możliwe jest zmaksymalizowanie wydajności żeglarskiej łodzi, umieszczając stopnie w najbardziej odpowiednich miejscach. Dodatkowo projekt domowej łodzi odda charakter jej właściciela.

Istnieje metoda wykonania łodzi domowej roboty ze sklejki i włókna szklanego, gdy plastik jest używany tylko do zewnętrznej powłoki łodzi. Ale ta technologia się nie opłaca. Warstwa sklejki pod plastikiem szybko wchłania wilgoć, co zwiększa wagę łodzi. Następuje gwałtowne zniszczenie sklejki pod wpływem mikroorganizmów i procesu rozwarstwiania, ponieważ sklejka jest znacznie mniej wytrzymała niż plastik.
Jak zrobić łódkę? Uważnie przestrzegając wszystkich zasad, nawet początkujący będzie w stanie wykonać to zadanie. Proces technologiczny jest prosty i budżetowy. Kadłub statku powstaje dzięki wypełniaczowi wzmacniającemu impregnowanemu kompozycją polimerową.
Surowce stosowane jako wypełniacz wzmacniający w produkcji ramy:
- podstawa kadłuba, burty - rowing włókno szklane TP-07, TP-03, TP-056;
- wzmocnienie miejscowe poszczególnych obszarów - strukturalne tkaniny szklane T-11, T-13.
Włókno szklane jest różnego rodzaju w zależności od rodzaju tkania, rozmiaru nici. Zasadniczo wybierz tkanie „ukośne” lub satynowe. Nici muszą być skręcone. Materiał sprzedawany jest w postaci arkuszy, rolek, taśmy.

Włókno szklane sprzedawane jest impregnowane związkiem tłuszczowym. Aby lepiej nasycić tkaninę spoiwem, zaklejenie należy usunąć benzyną, benzyną lakową lub acetonem. Odtłuszczoną tkaninę suszy się na powietrzu przez około 2-4 godziny.
Do związania materiału wzmacniającego potrzebna będzie żywica. W przemyśle stoczniowym stosowane są trzy rodzaje żywic: epoksydowe, winyloestrowe, poliestrowe. Najważniejszymi cechami żywic w budowie łodzi z włókna szklanego z dowolnego rodzaju włókna są przyczepność i impregnacja.
Tanią opcją jest zastosowanie żywicy poliestrowej, która pozwala w jednej operacji stworzyć jednoczęściowy element z włókna szklanego. Możesz zastosować żywicę TM Ashland. Aby stworzyć ozdobną, ochronną powłokę etui, będziesz potrzebować żelkotu. Potrzebna będzie również sklejka o grubości co najmniej 1,2 cm, która jest odporna na wilgoć.
Produkcja łodzi jest niemożliwa bez kompetentnego rysunku. Projekt przyszłej jednostki pływającej można przeprowadzić za pomocą programu AutoCAD. Najpierw tworzony jest model 3D, następnie schematy ramek, wzory. Gotowe rysunki są pobierane ze specjalistycznych witryn w Internecie. Teraz możesz zacząć tworzyć własną łódź z włókna szklanego.


















