W szczegółach: naprawa lemieszy pługowych zrób to sam od prawdziwego mistrza na stronie my.housecope.com.
Główne korpusy robocze pługa (ryc. 123) to korpus składający się z lemieszy 6, ostrza 1, deski polowej 7 i stojaka 2, pręta 3, skimmera 5, noża 4 i łapy pogłębiającej 8 .
Tępienie lemieszy, a także zużycie lub deformacja lemiesza, przedpłużka, noża lub deski polowej, zwiększa opory trakcyjne pługa, prowadzi do nadmiernego zużycia paliwa, pogarsza jakość obrotu pokładu, jego kruszenie i wrastanie roślin pozostałości.
Ryż. 123. Korpusy robocze pługa zamontowane na jego ramie
Pługi wykorzystują dwa rodzaje lemieszy:
trapezowy - z prostą krawędzią tnącą (ryc. 124, a) i w kształcie dłuta - z pogrubionym i zgiętym w dół palcem (ryc. 124, b).
Lemiesze wykonane są z wytrzymałej i odpornej na ścieranie stali L65 i są poddawane obróbce termicznej w celu zwiększenia odporności na zużycie. Jednak warunki pracy w glebie są tak trudne, że lemiesze szybko się zużywają. Gdy lemiesz jest zużyty, lemiesz tępi się i zmienia się kształt palca. Na ryc. 125 zakreskowanymi krawędziami ostrzy zużytych lemieszy trapezowych i dłutowatych. Kiedy ostrze staje się stępione, zwiększa się jego grubość, a na jego odwrocie tworzy się faoka (tył głowy). Zużyte lemiesze pogarszają pracę pługa, tzn. lemiesze tracą zdolność wnikania w glebę, a stabilność pługa zostaje zakłócona. Lemiesz lemieszowy należy naprawić w przypadku, gdy jego szerokość zmniejszy się o 10 mm w stosunku do szerokości nowego lemiesza trapezowego lub gdy długość palca ulegnie zmniejszeniu o 25 mm w stosunku do długości palca nowego lemieszy dłutowej .
| Wideo (kliknij, aby odtworzyć). |
Naprawa lemieszy sprowadza się do ciągnięcia lemiesza, ostrzenia i obróbki cieplnej. Lemiesze są naprawiane w celu przywrócenia ich wielkości i kształtu oraz odporności na zużycie.
Odcinek lemiesza posiada pogrubienie - zapas metalu, który nazywany jest „sklepem”. Przy naprawie zużytego lemiesza jego kształt przywraca kowalski kosztem zapasu metalu w „sklepie”. Lemiesz cofa się ręcznie, zwykle w kilku nagrzewnicach, gdyż kowal nie ma czasu na wciągnięcie całego lemiesza w jednym nagrzewaniu. Przy ręcznym wciąganiu lemiesza zawsze należy dążyć do zmniejszenia ilości ciepła, ponieważ przy wielokrotnym nagrzewaniu możliwe są przypadki przepalenia metalu.
Ciągnięcie lemiesza na dźwigni lub innym mechanicznym młotku kowalskim odbywa się zwykle w dwóch krokach. W takim przypadku długość ogrzewanej części lemiesza powinna każdorazowo nieznacznie przekraczać połowę lemiesza.
Aby zmniejszyć straty ciepła i zapobiec wypalaniu się węgla z wierzchniej warstwy metalu, część lemieszy, która nie jest nagrzewana, pokrywa się świeżym węglem.
Ciąg kucia zużytej lemieszy wykonuje się w następującej kolejności. Lemiesz jest umieszczony płasko w palenisku tak, aby był grzany od boku lemiesza do szerokości 60-80 mm; pozostała jego część, która nie wymaga ogrzewania, pokryta jest świeżym węglem. Do ciągnięcia należy najpierw powoli rozgrzać lemiesz, aż
luminescencji, tj. do 500-600°. Niemożliwe jest natychmiastowe podgrzanie lemiesza do temperatury kucia, aby uniknąć powstawania pęknięć. Jak tylko lemiesz zostanie podgrzany do 500-600°, szybkość ogrzewania wzrasta i temperatura zostaje podniesiona do 850-1200° (do jasnoczerwonego i pomarańczowego ciepła).
Ryż. 124. Lemiesze pługów: a - trapezowe, b - dłutowe
Ryż. 125. Kształt lemieszy zużytych: a - trapezowy, b - dłutokształtny
Ogrzany lemiesz wyciągany jest z paleniska, kładziony przodem do dołu na kowadle i od tyłu, przy częstych uderzeniach hamulca ręcznego lub młotka, zapas metalu jest wyrzucany z „magazynu”.Lemiesz wykonany ze stali gatunku L65 może być ciągnięty (kuty) tylko w temperaturach powyżej 800 °. Odciąg zostaje zatrzymany, gdy lemiesz ochłodzi się poniżej 800 ° (o wiśniowoczerwonej barwie ciepła) i po dogrzaniu zostaje wznowiony. Cofniętą część lemieszy naprasowuje się na kowadle kielnią na całej długości części tnącej tak, aby grubość ostrza wynosiła 1-2 mm, a następnie usuwane są nierówności powstałe w wyniku uderzeń młotkiem.
Podczas ciągnięcia kształt i wymiary lemieszy sprawdza się za pomocą szablonu (ryc. 121, a). W przypadku lemieszy wciągniętej dopuszczalne są odchylenia wymiarów w stosunku do nowej: na długości o ± 15 mm, na szerokości o + 4 mm.
Lemiesz po zaciągnięciu i wyprasowaniu, jeszcze w stanie rozgrzanym, mocuje się w imadle stołowym, a jego ostrze ostrzy się pilnikiem. Następnie schłodzony lemiesz ostrzy się od przodu na ostrzarce szmerglowej. Po naostrzeniu szerokość skosu ostrza nie powinna przekraczać 5-6 mm, a grubość ostrza powinna mieścić się w zakresie 0,5-1 mm. Nóż lemieszy nie powinien być ostrzony na grubość mniejszą niż 0,3 mm, w przeciwnym razie szybko się zużyje podczas pracy.
Obróbka cieplna lemieszy ciągnionej polega na hartowaniu i odpuszczaniu. Podczas hartowania lemiesz nagrzewa się wzdłuż lemiesza o około jedną trzecią jego szerokości. Ogrzewanie w palenisku do temperatury 780-820 ° powinno być równomierne (jasnowiśniowa barwa ciepła). Podgrzany lemiesz jest szybko schładzany w kąpieli wodnej. Temperatura wody w kąpieli hartowniczej powinna wynosić 30-40°. Lemiesz jest opuszczany do wanny tyłem do dołu. Jeśli lemiesz zostanie opuszczony do kąpieli hartowniczej za pomocą noża, może pęknąć. Lemiesz nie może być opuszczony płasko, ponieważ w tym przypadku zwykle się wypacza. Lemiesz trzymany jest w kąpieli hartowniczej do momentu ustania bulgotania wody, po czym wyjmuje się go z kąpieli i powoli chłodzi w powietrzu.
Podczas hartowania lemieszy dłuta mogą pojawić się pęknięcia na ostrzu. Aby tego uniknąć, konieczne jest wstępne schłodzenie miejsca przejścia od palca do ostrza na rozgrzanym lemieszu, nakładając na niego przez 2-3 sekundy. mokra szmata, dopiero potem lemiesz szybko opuszcza się do kąpieli hartowniczej.
Aby zmniejszyć kruchość lemieszy, która wystąpiła podczas hartowania, jest on hartowany. W tym celu lemiesz jest ponownie podgrzewany do 350° (odcień szary), a następnie powoli chłodzony powietrzem.
Podczas twardnienia lemiesz często się wypacza. Wykrzywiony lemiesz jest kierowany na kowadle uderzeniami młotka. Uderzenia w lemiesz należy wykonywać ostrożnie i nie mocno.
Twardość utwardzonej części lemieszy sprawdzana jest teczką osobową. Pilnik nie może pozostawiać śladów na utwardzonej części lemiesza.
W warsztatach RTS podczas napraw lemiesze spawane są wysokiej jakości elektrodami lub wsadem z twardego stopu V-9. Ten sposób naprawy lemieszy zwiększa ich odporność na zużycie. Zwiększenie odporności na zużycie lemieszy uzyskuje się również poprzez utwardzanie ich zewnętrznej warstwy prądami o wysokiej częstotliwości.
Właściciele patentu RU 2344913:
SUBSTANCJA: wynalazek dotyczy inżynierii rolniczej, a mianowicie sposobów odtwarzania lemieszy płużnych i może być stosowany do odnawiania lemieszy płużnych maszyn rolniczych z hartowaniem. Metoda polega na wykonaniu rowka na powierzchni lemieszy, wypełnienie rowka lutem, nałożenie płytek ceramiczno-metalowych na lut, nałożenie dodatkowej warstwy lutowia i topnika na styk płytek z pionowa krawędź rowka. Następnie płyty są podgrzewane w celu stopienia lutowia, a lemiesz z płytami w kolektorze termoizolacyjnym jest schładzany do temperatury pokojowej z szybkością 4°C/min. Jednocześnie lut marki L63 jest używany jako lut, a topnik marki FK-250 jest używany jako topnik. Płyty są ogrzewane płomieniem palnika wodorowo-tlenowego przy ciśnieniu mieszanki gazowej 0,5 MPa iw odległości od wyjścia dyszy palnika do powierzchni płyty 50 mm. Efektem technicznym jest zwiększenie siły przyczepności płyt ceramiczno-metalowych do lemieszy. 1 zakładka.
Wynalazek dotyczy inżynierii rolniczej, głównie maszyn do uprawy roli i może być stosowany do odnawiania hartowniczymi lemieszami maszyn rolniczych.
Znany sposób otrzymywania odpornych na zużycie ostrzy korpusów roboczych narzędzi uprawowych poprzez hartowanie ich ostrzy, który polega na tym, że w celu wytworzenia falistości ostrzy, prowadzącej do ich samoostrzenia, umieszcza się twardszy metal na gładkiej powierzchni ostrzy z przerwami i równolegle do krawędzi tnącej, a następnie ograniczenie strefy napawania (patrz A.S. ZSRR nr 461721, klasa A01B 15/04, opublikowana w 1975 r.).
Jednak przy zastosowaniu tej metody lemiesz ma stosunkowo niską odporność na zużycie, gdyż nienawierzchniowa część lemiesza zużywa się znacznie szybciej niż nałożone obszary, w wyniku czego osadzany twardy stop jest odsłonięty i wykruszony, co pogarsza warunki do samoostrzenia lemieszy.
Najbliżej proponowanej metody pod względem technicznym i uzyskanego wyniku jest metoda odtwarzania lemieszy poprzez nanoszenie twardych stopów na ich korpusy tnące. Jego istota jest następująca: w celu wydłużenia żywotności lemieszy i łap kultywatora nakładanie twardych stopów na ich korpusy tnące odbywa się w dwóch etapach: pierwszy to spawanie stalowej okładziny na zużytym palcu, następnie przez napawanie jego twardym stopem, w drugim etapie, po operacji pośredniej, zużytej prostej części ostrza elementów tnących z późniejszym napawaniem (patrz A.S. ZSRR nr 241959, klasa A01B 15/04, publikacja 1969).
Jednak powierzchnie robocze lemieszy regenerowanych tą metodą mają niską przyczepność pomiędzy twardym stopem a metalem rodzimym, przez co regenerowane pługi są krótkotrwałe w czasie eksploatacji.
Celem wynalazku jest zwiększenie siły odspajania, a w efekcie siły adhezji płyt ceramiczno-metalowych do lemieszy, a także zmniejszenie zużycia płyt ceramiczno-metalowych oraz zwiększenie wydajności orki poprzez zwiększenie prędkość robocza jednostki uprawnej.
Zadanie to realizuje się dzięki temu, że w znanym sposobie przywracania lemieszy na powierzchni lemiesza wykonuje się rowek, rowek jest wypełniony lutem, na lut nakładane są płytki cermetalowe, dodatkowa warstwa lutu i na styku płyt z pionową krawędzią rowka aplikowany jest topnik, płyty są podgrzewane do stopienia lutowia i lemiesz z płytkami w kolektorze termoizolacyjnym schładza się do temperatury pokojowej z szybkością 4°C /min, natomiast jako lut stosuje się lut L63, jako topnik stosuje się topnik gatunku FK-250, a płyty są ogrzewane płomieniem wodorowo-tlenowym palnika przy ciśnieniu mieszaniny 0,5 MPa i odległości od dysza palnika do powierzchni płyt - 50 mm.
Sposób przeprowadza się w następujący sposób.
Lemiesze przyjęte do renowacji muszą spełniać następujące wymagania: muszą być oczyszczone z brudu do stanu umożliwiającego sprawdzenie i zidentyfikowanie wad; grubość podstawy zużytego wkładu w obszarze otworów na śruby wynosi co najmniej 8 mm; szerokość lemieszy zużytej, określana od strony tylnej (niepracującej) jako odległość od grzbietu do fazki potylicznej - co najmniej 100 mm.
Na powierzchni lemiesza wykonany jest rowek o głębokości 1,5. 2,0 mm. Operacja ta wykonywana jest na frezarce pionowej.
Następnie lut L63 umieszcza się w regularnych odstępach we wcześniej przygotowanym rowku, po czym na lut nakłada się płytki metalowo-ceramiczne TN-20 lub T15K6. Następnie na styku każdej płyty z pionową krawędzią rowka nakłada się dodatkową warstwę lutowia i topnika marki FK-250.
Następnie płyty i regenerowane lemiesze nagrzewane są przy pomocy przenośnej zgrzewarki gazowej MBV-500 z płomieniem palnika wodorowo-tlenowego. Tryby procesu: odległość od cięcia dyszy palnika do odnawianej powierzchni wynosi 50 mm, przepływ tlenu 400 l/h, przepływ wodoru 375 l/h przy ciśnieniu mieszanki gazowej 0,5 MPa. W takim przypadku palnik jest na przemian zatrzymywany nad każdą płytą, starając się zapewnić jej równomierne ogrzewanie. Ogrzewanie prowadzi się do całkowitego stopienia lutowia. W ten sposób każda płyta jest lutowana. Wystawienie na działanie płomienia wodorowo-tlenowego nie ma negatywnego wpływu na zużyty lut, topnik, płyty metalowo-ceramiczne i metalowy lemiesz.
Następnie regenerowany lemiesz z przylutowanymi płytami ceramiczno-metalowymi umieszczany jest w kolektorze termoizolacyjnym nagrzanym do temperatury 620,630°C, z którym jest schładzany do temperatury pokojowej z szybkością schładzania 4°C/min.
Wyniki badań porównawczych proponowanej metody i prototypu przedstawiono w tabeli.
W przypadku korpusów płużnych możliwe są następujące awarie i zużycie: lemiesz stępi się, z tyłu pojawia się fazka, czubek jest zaokrąglony, lemiesz zwęża się na szerokość. Często zdarzają się przypadki łamania się lemieszy i koszenia jej części roboczej w wyniku uderzeń o korzenie i kamienie podczas orki pługów szybkoobrotowych, gdy pryzma odkładnicy ulega zużyciu, zmienia się kształt pokosu, jego krawędź jest zaokrąglona, powierzchnia robocza zużywa się, a palec urywa się, skrzydło zużywa się 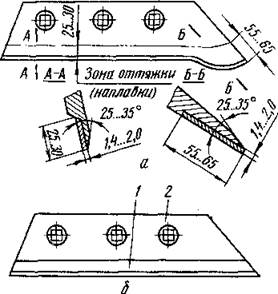
powierzchnia robocza. Deska polowa i plamy są noszone od strony bruzdy i od dołu.
Nóż lemieszy, gdy tępy, jest ostrzony po stronie roboczej na grubość
lemiesz samoczyszczący; spawany kompozyt b; 1-paskowy; 2-tył
Kształt zużytej powierzchni roboczej ostrza sprawdzamy za pomocą szablonu. Odchylenie od szablonu jest dozwolone nie więcej niż 6 mm. Jeśli palec w klatce piersiowej jest złamany, ostrze można przywrócić. Aby to zrobić, złamaną część wykonuje się ze starego ostrza, zgodnie z szablonem, dopasowanym na styku i zgrzewanym spawaniem elektrycznym od tyłu do zużytego ostrza. Przed spawaniem kęs jest poddawany obróbce termicznej do uzyskania twardości NKS 62. 50. Aby usunąć ciepło podczas spawania, obszary w pobliżu szwu pokrywa się roztworem gliny z azbestem, pod szew umieszcza się podszewkę z czerwonej miedzi o grubości 5 mm, a pod podszewką umieszcza się szmaty zwilżone wodą. Po spawaniu szew jest czyszczony. Gdy krawędź pola ostrza jest zużyta, odkłada się ona w kolejnych nakładkach. wałki z elektrodami marki T-590 i zaostrzone pod kątem 45. 50° do powierzchni roboczej.
W przypadku niewielkiego zużycia, deski polowe są odnawiane z twardą nawierzchnią, a następnie ostrzeniem lub używa się niezużytej strony deski, odwracając ją. Aby to zrobić, wykonuje się w nim otwory i utwardza.
Zgniatanie ostrza noża jest dozwolone w nie więcej niż trzech miejscach na głębokości do 1,5. 2,0 mm i do 15 mm długości. Wypaczanie tarczy jest dozwolone nie więcej niż 3 mm. Wypaczone dyski są korygowane na talerzu w stanie zimnym. Są one ostrzone do grubości ostrza 0,5 mm na maszynie OR-6112 do ostrzenia noży krążkowych oraz na uchwytach do tokarki z frezami z płytami wykonanymi z twardych stopów T15K6 itp. Bicie osiowe i promieniowe tarczy jest dopuszczalne nie więcej niż 3 mm.
Zużycie końców piasty tarcz do 8 mm jest kompensowane przez ustawienie podkładek tak, aby szczelina między ostrogami sąsiednich tarcz wynosiła co najmniej 4 mm. Części żeliwne z pęknięciami spawane są drutem proszkowym PANCH-I metodą spawania elektrycznego lub spawania gorącym gazem prętami żeliwnymi.
Ograniczenie wyświetlania zużytych korpusów tnących maszyn uprawowych
Pytania można zadawać dopiero po rejestracji. Proszę zaloguj się lub zarejestruj.
Spójrz na pług, co należy w nim wymienić, aby orał, a nie wycinał bruzdy. Postaram się zamieścić fotkę, wydaje mi się, że pierwsze ostrze kosi w prawo, będę bardzo wdzięczny za pomoc.
No tak, pierwszy budynek jest krzywy. Czy drugie ciało również zostawia bruzdę?
Po pierwsze musisz ustawić wszystkie korpusy w tej samej płaszczyźnie, a po drugie wyregulować pług. Twój wysypisko nie działa całkowicie, stąd grzbiety.
Moim zdaniem mogą być dwa powody:
1 Pług jest zaśmiecony w bruździe
2 niska prędkość
W innych przypadkach grzbiety byłyby inne, ale masz wszystkie te same grzbiety
Lemiesz pierwszego korpusu różni się od drugiego i trzeciego, a jaki jest rozstaw tylnych kół ciągnika?
Regulacja pługa.
Jeździsz traktorem po bruździe czy w poprzek pola?Pierwszy korpus nie rzuca dużo na poprzedni ślad.Zrzuty są normalnie wypolerowane co oznacza obrót formacji..noże trochę lemieszy nie w linia i klatka piersiowa 
wysypiska, ale to nie jest fatalne (łóżka do opalania będą pożerać trochę więcej, a orać trochę mniej). Zmniejsz trochę szerokość roboczą, bliżej do orki kół (łusek) i wszystko będzie rowerem. Prędkość jest nie jest potrzebny. Twój pług ma klasyczne lemiesze (nie szybkie) na biegu jałowym
Zrób bronę za pługiem, a będziesz szczęśliwy.
- coś w silniku puka.
podgłośnij radio, a będziesz szczęśliwy
Polityka gospodarcza to przede wszystkim sztuka wdrażania, a nie sztuka planowania. (A.V. Czajanow)
Tworzymy warunki do rozwoju : . wsparcie dla producentów rolnych pod kątem nie utrudniania im. Czerkasow PN, Nataliński obwód moskiewski.
pług musi być regulowany, to fakt, ale dodatkowo konieczna jest regulacja sposobu zamontowania pługa na ciągniku. wtedy ziemia orna będzie piękna.
Polityka gospodarcza to przede wszystkim sztuka wdrażania, a nie sztuka planowania. (A.V. Czajanow)
Tworzymy warunki do rozwoju : . wsparcie dla producentów rolnych pod kątem nie utrudniania im. Czerkasow PN, Nataliński obwód moskiewski.
Bez względu na to, jak wyregulujesz pług, rowki i grudki pozostaną. Zwłaszcza na twardym podłożu. Z broną wychodzi idealnie równo.
A co, a więc dokładnie co można siać bez wyrównywania kultywatorem?
Jeździsz traktorem po bruździe czy w poprzek pola?Pierwszy korpus nie rzuca dużo na poprzedni ślad.Zrzuty są normalnie wypolerowane co oznacza obrót formacji..noże trochę lemieszy nie w linia i klatka piersiowa
Pług normalnie orki, ślad z jednego przejazdu jest równy 
Ale fakt, że pierwszy przypadek nie wrzuca wiele do poprzedniego, to jest to problem, a raczej można go wyleczyć na dwa sposoby: 1) Przyciągnij pług z cięgnami łańcuchowymi bliżej prawej strony (pług jest daleko od bruzdy, być może
również tablice polowe mogą kompostować mózgi)
2) Wystarczy przetrawić punkt zaczepienia pługa (zaczep trójkątny).
Decyzja należy do Ciebie.
Nie spiesz się, by czynić dobro. Dobro należy czynić powoli, aby zostało zauważone i docenione.
Pług koński, traktor lub motoblok to nieodzowna rzecz w przydomowym ogrodnictwie. Pług orze glebę, przewracając górną warstwę gleby, co zmniejsza ilość chwastów, sprawia, że gleba jest bardziej miękka i podatna. Możesz nie tylko kupić pług, ale także sam go wykonać. Aby to zrobić, oprócz narzędzi i materiałów, musisz mieć wyobrażenie o budowie pługa i jego geometrii.
Prawidłowe wykonanie pługa jest możliwe tylko wtedy, gdy istnieje wyobrażenie o procesie orki, a także o celu każdego szczegółu pługa.
Podczas orki klin pługu wcina się w ziemię pod określonym kątem, zależnym od miękkości i wilgotności gleby. Klin oddziela formację, unosi ją i ściska, jednocześnie dzieląc formację na kilka części. Kąt wejścia określa, na ile części zostanie podzielona warstwa ziemi: im większy kąt, tym większy podział. Ale jeśli kąt wejścia jest większy niż czterdzieści pięć stopni, gleba przestaje ślizgać się po powierzchni roboczej urządzenia uprawnego i zaczyna gromadzić się przed nią, utrudniając dalszą pracę.Pług pionowy, czyli o ostrzejszym kącie natarcia, oddziela glebę od krawędzi bruzdy ornej i zagęszcza ją w poziomie. Pług z poziomym kątem natarcia działa inaczej: ugina się i zawraca nad warstwą gleby.
Typowy pług roboczy składa się z:
- Lemiesz, który tnie glebę
- wysypisko,
- Nóż
- plansza terenowa,
- stojaki,
- Cedzidło.
Dodatkowo pług może być wyposażony w:
- bardziej wytrzymała metalowa rama,
- koła,
- Mechanizm korygujący pracę pługa względem ciągnika,
- mechanizmy hydrauliczne,
- Pneumatyczny układ hydrauliczny.
Zrzut może mieć kilka rodzajów powierzchni roboczej:
- śruba,
- cylindryczny,
- Cylindroid.
Cylindryczny doskonale rozdrabnia glebę, ale formacja słabo się formuje. Nie zawsze jest to wygodne. Cylindryczna powierzchnia robocza jest zwykle używana do pracy z miękką glebą. Najwygodniejsza i najpraktyczniejsza w pracy jest powierzchnia cylindryczna, która zarówno dobrze kruszy się i przewraca glebę, jak i radzi sobie zarówno z glebą suchą, jak i mokrą.
Aby zrobić pług w domu własnymi rękami, musisz mieć:
- rolki,
- bułgarski
- przecinak gazowy,
- zapięcia,
- Urządzenie pomiarowe,
- Młot,
- Spawarka,
- Nożyczki do cięcia metalu.
Przed rozpoczęciem pracy zaleca się sporządzenie rysunku lub diagramu lub znalezienie gotowej wersji w Internecie. Umożliwi to wizualizację postępu prac, lokalizacji wszystkich części i elementów złącznych.
Najłatwiejsza opcja do zrobienia. Urządzenie jednostronne może być wykonane jako jednoczęściowe, w formie pojedynczego korpusu lub składane. Wersja składana jest wygodna, ponieważ umożliwia wyjęcie lemiesza w celu ostrzenia. Lemiesz można zastąpić dyskiem z okrągłej płyty. Zrzut zwykle odbywa się na dwa sposoby. Pierwsza z nich wymaga użycia ciętej rury o grubości około pięciu milimetrów i średnicy pięćdziesięciu centymetrów.
Obrabiany przedmiot jest wycinany z cięcia, a za pomocą szlifierki kątowej jest doprowadzany do pożądanego rozmiaru. Druga metoda wytwarzania ostrza polega na obecności blachy stalowej o grubości czterech milimetrów lub cylindra o tej samej grubości ścianki, ale przekroju około 50 cm Za pomocą spawarki lub metalowych nożyczek wycina się kształt i wygięte w formie walca. W przypadku odchyleń od wymaganych wymiarów można użyć młotka do udoskonalenia.
Wszelkie rysunki zawierają sześć elementów składowych:
- Metalowy dysk lub lemiesz
- Fundacja,
- płytka dystansowa,
- osłona boczna,
- Wytnij rurę na osłonę,
- Tablica do pracy w terenie.
Lemiesz jest zwykle montowany za pomocą blachy i kilku klinów ściętych pod kątem dwudziestu pięciu stopni. Są mocowane za pomocą spawania dwupunktowego, a także łączą stelaż i osłonę boczną. Pożądane jest, aby tarcza była o centymetr wyższa niż dolna krawędź lemieszy, natomiast krawędzie tarczy powinny zachodzić na krawędź lemiesza o pięć lub sześć milimetrów.
Lemiesz z ostrzem mocowany jest przez spawanie tak, aby stanowiły jedną całość, bez szczelin i nierówności. Kąt utworzony między nimi nie powinien przekraczać siedmiu stopni. Spawany lemiesz i lemiesz są przymocowane do listwy bocznej, a sam listwa jest przyspawany najpierw do podstawy, a następnie do płyty dystansowej. Na koniec rogi lemiesza są przyspawane do podstawy. Wszystkie ślady spawania i szwów są czyszczone, a ostrze z lemieszem polerowane.
Ten typ jest bardziej efektywny przy orce dużych połaci ziemi. Do produkcji wymagana jest mocna stalowa rama, wykonana z okrągłego lub prostokątnego profilu o grubości co najmniej dwóch milimetrów. Rozmiar ramy zależy od liczby wymaganych części roboczych i elementu obsługi. W korpusie roboczym lemiesz musi być umieszczony od dołu, ponieważ jego zadaniem jest przeniesienie warstwy ziemi na wysypisko. Wysypisko obraca glebę, tnie i przesuwa się, tworząc bruzdę.
Stelaż jest niezbędny do mocowania narzędzi roboczych do ramy i trzymania noża. Wykonano w nim kilka regulowanych otworów, które pozwolą na zmianę głębokości orki.Zwykle stojak jest spawany z metalowej płyty o grubości co najmniej centymetra i mocowany do ramy za pomocą śrub.
Rama ze wszystkimi narzędziami roboczymi jest przymocowana do mini-traktora lub ciągnika jednoosiowego za pomocą domowej roboty dyszla lub zaczepu. Dyszel musi mieć uchwyt i być prosty lub w kształcie litery V. Druga forma jest bardziej wydajna, ponieważ sprawia, że pług jest znacznie stabilniejszy. Ponadto, dla większej stabilności i prostoliniowości ruchu, można zainstalować koła polowe. Mocowane są do ramy za pomocą regulowanego wspornika.
Aby złożyć pług własnymi rękami, musisz przestrzegać jednej bardzo ważnej zasady: wszystkie części urządzenia są najpierw zgrzewane punktowo, a dopiero wtedy, gdy wszystkie części są na miejscu i prawidłowo zamocowane - ostatnia. Łatwo jest sprawdzić jakość wykonania - w tym celu należy zdjąć lemiesz wraz z lemieszem, a sam pług położyć na stole. Mocno dociskając pług, sprawdzić zbieżność powierzchni stołu z poziomą powierzchnią płozy. Jeśli nie ma odchyleń, wszystko jest zrobione poprawnie.
Możesz również zidentyfikować dobrą kompilację na podstawie następujących cech:
- Ostra krawędź lemiesza znajduje się dwa centymetry poniżej płozy,
- lemiesz z lemieszem nie wystaje poza pionową krawędź płozy o więcej niż centymetr,
- Nie ma szczeliny między płozem a ostrzem.
Montują domowe urządzenie na ciągniku prowadzonym obok obszaru orki. Zaczynają od zamontowania stalowych kół - zapobiegają ślizganiu się ciągnika w glebie. Następny krok: przymocuj pług, ale nie owijaj całkowicie wszystkich nakrętek mocujących. Z ich pomocą zostanie wyregulowany aparat, który startuje na specjalnym stojaku. Wysokość stojaka powinna być równa głębokości orki. Po zamontowaniu i sprawdzeniu zamocowania wszystkich węzłów, pług kładzie się na ziemi.
Test jakości pracy przeprowadza się na orce w trzech skibach.
To wystarczy, aby zmierzyć głębokość i sprawdzić odwrócone szwy. Jeśli bruzdy nachodzą na siebie lub odległość między nimi przekracza dziesięć centymetrów, konieczne jest ponowne wyregulowanie wszystkich elementów.
















