Krajowi giganci motoryzacyjni wyprodukowali ogromną różnorodność modeli, z których niektóre symbolizują nawet pewne epoki. Jedną z tych legend jest ciężarówka ZIL 130, która jest produkowana od dziesięcioleci. Dzisiaj porozmawiamy o tym, jak zrobić tuning ZIL 130 i dlaczego w ogóle jest potrzebny.
Jeśli zrobisz krótką dygresję do historii, to pojawienie się tej ciężarówki poważnie wpłynęło na ówczesną branżę motoryzacyjną. Specjalnie dla tego modelu radzieccy specjaliści stworzyli następujące elementy:
W większości przypadków osoby, które regularnie korzystają z tego pojazdu, rzadko dokonują tuningu ZIL 130. Jednym z najbardziej uderzających przykładów jest tylko pick-up stworzony na bazie tomskiego Forda E‑250. To prawda, że samochód otrzymał tylko kabinę z krajowej ciężarówki.
Aby zrozumieć, jaka może być najlepsza opcja dopracowania ZIL 130, musisz wziąć pod uwagę cechy korzystania z ciężarówki. Przede wszystkim potrzebny jest tuning ZIL 130, aby poprawić takie wskaźniki, jak ładowność i moc silnika. Jednocześnie nie zapominaj o wygodzie właściciela ciężarówki. Właśnie o tych obszarach postanowiliśmy wspomnieć w tej publikacji.
Wdrożenie tego pomysłu jest dość proste. Konieczne jest tylko zainstalowanie bardziej niezawodnych elementów zawieszenia i zwiększenie wydajności jednostki napędowej.
W celu wzmocnienia zawieszenia ciężarówki konieczne jest zamontowanie mocniejszych elementów zamiast tych stosowanych standardowo. Jeśli chcesz, aby maszyna działała tak płynnie, jak to możliwe, radzimy usunąć sprężyny i użyć poduszek powietrznych.
Jednym z istotnych problemów samochodów produkowanych w kraju jest występowanie poważnego hałasu w kabinie. Hałas ten pojawia się nie tylko w wyniku ruchu samochodu, ale także tarcia różnych elementów wykończenia. A praca jednostki napędowej prowadzi do nieprzyjemnych wibracji wewnątrz samochodu. Aby zmniejszyć wpływ tej „choroby przewlekłej”, zaleca się stosowanie izolacji drgań i hałasu.
Inną opcją tuningu ZIL 130 jest zastąpienie standardowej tapicerki siedzeń wykonanej ze skóry ekologicznej. Niektórzy kierowcy decydują się na wymianę całego wykończenia wnętrza. Wielu właścicieli ciężarówek narzeka, że siedzenia są bardzo twarde. Możesz rozwiązać problem, instalując fotele pneumatyczne.
Zainstalowanie dobrego radia i głośników to kolejny krok, który pomoże ci ulepszyć ZIL 130. Jak widać, opcji tuningu jest naprawdę wiele, wystarczy spróbować zaimplementować niektóre z nich.
VIDEO
Personalizacja to popularny kierunek w pracy entuzjastów motoryzacji i motocykli, który pojawił się na Zachodzie i ostatecznie dotarł do naszego kraju.
Pierwszy zwyczaj był montowany na bazie motocykli, ale teraz samochody coraz częściej stają się „pacjentami” mistrzów.
Co więcej, auta są często całkowicie przerabiane, a raczej absolutnie unikatowe egzemplarze tworzone na bazie starych samochodów, zarówno pod względem wyglądu, jak i zawartości wewnętrznej. Custom, bez względu na to, czy jest to rower, czy samochód, nie da się pomylić z niczym – pozwala to właścicielowi takiej jednostki pokazać swoją indywidualność.
Wybitnym przedstawicielem motoryzacji można nazwać ZiL - pickup, którego autorem jest Roman (DrBroman) z Moskwy. Poznajcie więc: tuning ZIL 130 - pickupa ze starej ciężarówki.
Projekt budowy pickupa ze starego ZIL-130
Warto zauważyć, że nie jest to pierwszy projekt autora, przed nim stał pickup na bazie „Wołgowskaja” w połączonych stylach Chevroleta El Camino i Forda Ranchero. Niestety projekt nie został ukończony z powodu problemów z dostawcą silnika do samochodu. Po nim Roman odnalazł pełnowymiarowego vana Forda E-250, który został darczyńcą dla ZiL.
Wymiary Forda to około 6 metrów długości i nieco więcej niż dwa metry, przy masie brutto ponad czterech ton. Samochód jest wyposażony w 4,2-litrowy silnik z automatyczną skrzynią biegów, jednostki i nadwozie osadzone są na poważnej ramie dźwigarowej.
Kabina była używana z ZIL 131, w wersji północnej (była stacja wierceń polarnych). Montaż pokazał, że kabina nie chce dostać się na swoje miejsce, więc autor musiał poddać ją dużej przeróbce. Konstrukcje dolne i zasilające kabiny zostały przerobione, dodatkowo mocowanie pedału zostało przesunięte o 150 milimetrów do przodu.
Ził-130 na samym początku projektu
Postanowiono wykorzystać skrzynkę powstałą w wyniku przebudowy jako kontener na systemy multimedialne, a także znalazł się tam subwoofer. Górna część pudełka zamykana jest aluminiową pokrywą, na której znajduje się podłokietnik z schowkiem oraz miejscami na okulary.
Tablica przyrządów została zabrana od amerykańskiego darczyńcy, usunięto z niej szybę i zmieniono wymiary obudowy, aby pasowała do panelu Zilovsky, po czym wycięto zabezpieczenie z plexi, a całą konstrukcję zamontowano w zwykłym miejsce w kabinie ZiL.
Natywne błotniki ciężarówki zostały przeprojektowane i przyspawane do nadwozia
Przedni pas i błotniki zostały starannie dopasowane, a następnie zespawane, aby kabina bardziej pasowała do wyglądu amerykańskiego pickupa. Następnie spawane szwy i inne powierzchnie zostały szpachlowane i wypolerowane.
Rama Forda została skrócona, w tym celu wycięto z niej kawałki i zespawano części podłużnic, wzdłuż spawów ułożono elementy wzmacniające. Rama została odrdzewiona i pomalowana na kolor pomarańczowy.
Rama dawcy Forda E-250 została skrócona
W zależności od długości ramy wał kardana i zbiornik paliwa musiały zostać skrócone. Wał kardana został wycięty na tokarce, a dopasowane części zespawane ze sobą. W wyniku przebudowy zbiornik stracił około pięćdziesięciu litrów objętości i obecnie mieści około 90 litrów, jednak autor uważa, że to w zupełności wystarczy.
W zawieszeniu wycięto sprężyny i przeprojektowano sprężynowe kolczyki, w wyniku czego samochód „przykucnął” pół metra (wzdłuż kabiny) w porównaniu z wysokością oryginalnego ZIL-a.
Początkowo nowy pickup wykorzystywał rodzimy silnik z samochodu dawcy, sześciocylindrową benzynę w kształcie litery V o pojemności zwiększonej do 4,2 litra. Teraz zainstalowany jest Mopar 5.2 Magnum V8 o mocy 500 KM.
Układ wydechowy jest prosty i oryginalny – dwie rury o średnicy 63 mm, wykonane ze stali nierdzewnej, przechodzą w tłumik o średnicy 76 mm. Różnica w długości rur pozwala silnikowi wydawać charakterystyczny grzmiący dźwięk przy niskich obrotach.
Karoseria i tylne błotniki zostały wykonane z blachy, następnie szpachlowane i malowane. Należy zauważyć, że skrzydła mają nieporównywalny kształt – autor dołożył wszelkich starań, projekt okazał się bardzo udany pod względem wzorniczym. Tylny zderzak zawiera lampy EuroFURA otoczone gumowymi listwami.
Tuning ZIL 130 jeszcze się nie skończył
Prace nad autem jeszcze się nie skończyły, autor ma wielkie plany na przyszłość, ale w obecnej formie custom robi niesamowite wrażenie. Wszystkie linie są weryfikowane, detale dekoracji i optyki wyglądają jak rodzina. A właściwości jezdne samochodu są godne pozazdroszczenia. Życzę Romanowi powodzenia w trwających pracach nad autem i oby pokazał się z jak najlepszych stron!
Zaloguj się, aby ocenić ten model
Dzień dobry (dla mnie to jak noc) wszystkim!
Po obejrzeniu sapera ZiL chciałem pokazać światu swoje.
Wszystko zaczęło się od tego, że po złożeniu 131. z ICM zadałem sobie pytanie: czy ktoś robi 130 w 72. skali? Okazało się, że nie. Postanowiłem zrobić to sam. Przez długi czas wspinałem się po Internecie w poszukiwaniu schematów i rysunków. Potem pojawiły się pytania o koła, ramę, sprężyny, zderzak, wał napędowy itp.
Po zakupie samolotu 131. i GAZ-51 rozpoczął „produkcję”. Głównie detale z 131 ZiLa, z GAZ-51 (a raczej Lublin 51):
Ponieważ mam ochotę zebrać serię sprzętu rolniczego, kolor jest odpowiedni.
Na zdjęciu samochód po wypadku. Ogólnie ZiL został zmontowany około rok temu, ale strona nie chce przesyłać zdjęcia z tego okresu, tk. są za duże. Szkoda.
Znajomy obiecał zmniejszyć zdjęcie ciężarówki przed wypadkiem, ponieważ pomoże je tutaj wypełnić.
Bardzo interesuje mnie zagłębianie się w materiał.Przez malowanie i ślady eksploatacji - nie wiem jak to wszystko zrobić (barwienie, pranie itp.).
Znaleziono na życzenie kabinę zil gaz 66 dwa pliki wideo. Wybraliśmy dla Ciebie najlepsze instrukcje wideo, recenzje.Prezentowane filmy są publikowane ze zdjęciami. Miłego oglądania.
Opinie właścicieli: Doskonała ergonomia. Wygodny krój. Regulacja kierownicy dla zasięgu i wysokości. Fotele z podparciem lędźwiowym. Podgrzewane fotele przednie. Klimatotroniczny. Osiem głośników. Tylne czujniki parkowania. Podgrzewane i regulowane lusterka. Prawe lusterko z pamięcią. Zwiększony prześwit (pakiet na rosyjskie drogi). Pojemny schowek na rękawiczki. Bardzo pojemny bagażnik. Pełnowymiarowe koło zapasowe. Surowy wygląd. Interwał serwisowy wynosi 15 000 km.
Kategoria: Instrukcje wideo
Wysłane przez admin: na prośbę Volodar
Opublikowany przez: Naprawa samochodów DIYWyświetlenia: 19,053Lubi: 60Nie lubi: 1Szac. Przychód: $45Online od: 18 lipca 2014 r.Wymiary: 1280 × 720URL YouTube: Zacznij śledzić ten film i codziennie obserwuj jego wzrost.
Naprawa samochodów DIY
Bądź pierwszą osobą, która skomentuje ten film!
Aby skomentować ten film, musisz się zalogować.
Wywrotka ZIL-130 MMZ (krótka) (targowanie!) Kijów. Instalacja gazowa * Przebieg podany po poj.
Naprawa kabin ZIL-131, ZIL-130 do 1. obróbka i malowanie. ... Kabiny ZIL-130.
Wyposażenie specjalne / Dział napraw i wynajmu / Kabina ZIL 130 w SB OFERTY SPECJALNE.
Oglądaj online naprawę kabiny „zrób to sam” zil 130 za darmo i bez rejestracji pod adresem.
Kabiny i części zamienne do nich z pojazdów do konwersji ZIL-131: -Kabina Ził-131 v.
malowanie lub ciągnięcie własnej torpedy gazeli. Tuning kabiny ZIL 130.
Profesjonalna naprawa kabiny KAMAZ. Okładziny kabiny ZIL-130, ZIL-131, ZIL-133 GYa, GAZ.
ZIL-130 doskonale pokonuje drogi dalekie od idealnego pokrycia, ale w warunkach.
Naprawa karoserii kabiny KAMAZ (po wypadku) pjsc „zakład obiektów lotniskowych”. Malowanie kabiny Zil 130.
Mig Auto: KABINA ZIL-130. Sprzedam w firmie Mig Auto oryginał i import.
Kabiny z magazynu wojskowego gaz-66, upierzenie ził-130 do nich, błotniki, drzwi, stopnie, maski.
KABINA ZIŁ-130. Szczegółowe informacje o produkcie/usłudze i dostawcy. Cena i warunki.
ZIL 4331 1986. W 2013. kapitalny remont kabiny wraz z malowaniem. Magazyn internetowy nr 130.
Mata podłogowa kabiny ZIL-130, 131 (guma) 19499. 137-5109010:
Kabina ZIL-130 ZIL-131 zmontowana cena 140 000,00 rubli, kup w Jekaterynburgu. Szczegółowe.
Kabina samochodu ZIL - 130 (z drugiej ręki)., Ukraina,. Dostawa taksówki do Browarów jest opcjonalna.
Naprawa - Zbiornik paliwa ZIL-130.5301 125l AMO ZIL +7 (495) 506-6399, +7 (926) 910-8568. Malowanie proszkowe
Wykładziny kabiny ZIL-130, ZIL-131, ZIL-133 GYa, GAZ-52, GAZ-53, GAZ-66, MAZ-500 Cargo i specjalne.
Kup części zamienne ZIL 130 w sklepie z częściami samochodowymi: sprzedaż części samochodowych ZIL 130. Na ria ty.
Strona główna / Części zamienne do ciężarówek ZIL / Części zamienne Bychok (ZIL) / Części kabiny i nadwozia.
VIDEO
Fotoreportaż z renowacji Zila 130
W naszym przedsiębiorstwie mamy 12 ciężarówek KAMAZ, 7 z nich wykonałem według tego samego schematu, co na filmie. Dach tego auta urwał się po 50 tysiącach przebiegów, problem rozwiązali nitując go w kole. Teraz przebieg to 200 tys. i widoczny jest wynik jakości zakładu producenta. Kabina cała zardzewiała i podziurawiona, malowanie wykonano bez obróbki metalu, stąd efekt. Musimy więc dokończyć fabrykę "kosyachki". Zbliża się 5 innych gnijących ciężarówek KAMAZ.
O Zilce io Zilce, opowiadanie. Ził 130 ZIL 131 ZIL 133 ZIL 133 GYa ZIL 4331 ZIL 441510 ZIL 431810 ZIL 125 ZIL 157
Pokaži kontrolnike predvajalnika
jeden z moich ulubionych samochodów)))
+ Żartował z naprawy samochodu zrób to sam
Wszystko zrobiłem perfekcyjnie, musiałem pomalować zderzak
+ lina kunashev Wtedy nie miałem czasu, musiałem pilnie iść na zboże. Malowałem wieczorem, a następnego dnia po obiedzie byłem już na polu.
Jakiej farby użyłeś?
Ale wygląda wspaniale, nawet lepiej niż kiedyś zjechał z linii montażowej, reflektory świecą.
+ Restile Primer Body 992, farba COLOMIX 303, kolor Khaki, ale okazał się nie całkiem ciemny, powinien być jeszcze ciemniejszy
CZĘŚCI ZAMIENNE I CZĘŚCI MONTAŻOWE
WYPOSAŻENIE SPECJALNE NA BAZIE URAL, MAZ, KAMAZ ____________________
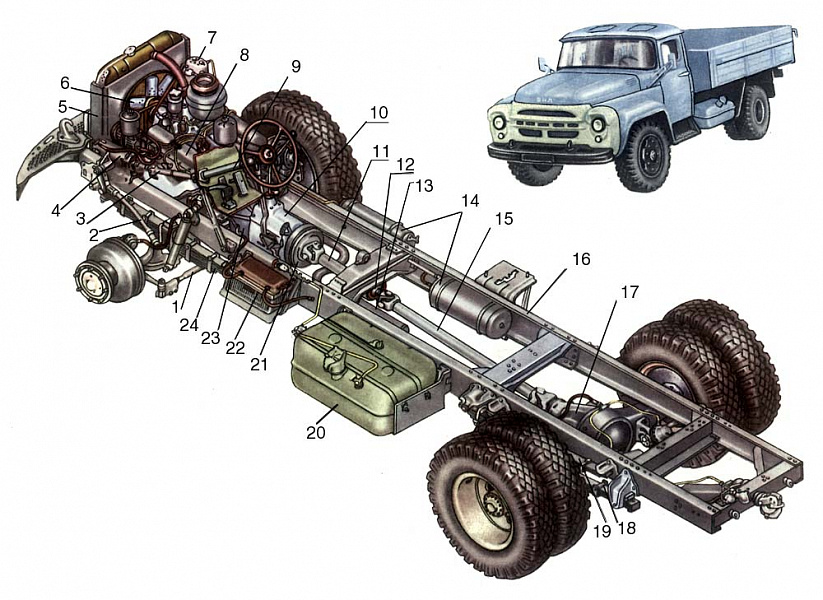
Rama samochodu ZIL-130
Wykonane są detale ramy ZIL-130: belki podłużne ze stali ZOT (z dodatkiem tytanu); belki poprzeczne nr 1, 4 i 5 ze stali 20; belki poprzeczne nr 2 i 3 z art. 08.
Demontaż ramy.Przed naprawą wszystkie połączenia nitowane ramy muszą zostać zdemontowane, części umyte, dokładnie sprawdzone ze wstępnym czyszczeniem punktów koncentracji naprężeń w celu wykrycia subtelnych pęknięć zmęczeniowych.
Do demontażu połączeń nitowanych ramy stosuje się pneumatyczne młoty kujące, cięcie gazowe i cięcie łukiem powietrznym za pomocą elektrod węglowych.
Naprawa belek podłużnych. Belka podłużna jest korygowana, jeżeli krzywizna belki górnej jest większa niż 2 mm na długości 1000 mm lub większa niż 5 mm na całej długości belki; lub krzywizna ściany pionowej jest większa niż 2 mm na długości 1000 mm lub większa niż 10 mm na całej długości belki. Belka podłużna jest korygowana w stanie zimnym na prasie lub specjalnym stojaku.
Aby wyprostować skręconą belkę podłużną, stojaki są instalowane w pewnej odległości od siebie, w zależności od długości belki i położenia skręconego odcinka, listwy są składane do tyłu, belka jest montowana na wspornikach rolkowych, listwy są zamknięte i zabezpieczone zawleczkami.
Następnie belka dociskana jest śrubami do łożysk tocznych. Za pomocą siłowników pneumatycznych podnoszona jest belka wzdłużna, aby ruchome podpory i głowica prasy hydraulicznej nie przeszkadzały w prostowaniu.
Położenie belki podłużnej jest ustalane za pomocą stoperów w prowadnicach. Następnie obracając uchwyt jednego z dwóch stojaków eliminuje się skręcanie belki podłużnej.
Aby skorygować krzywiznę pionowej ściany belki podłużnej, ruchome wsporniki są instalowane na stole prasy hydraulicznej, w zależności od wielkości i położenia ugięcia, i są mocowane za pomocą kołków dociskowych.
Następnie belkę podłużną montuje się z wklęsłą powierzchnią na podporach, a jej końce mocuje się w stojakach.
Regulując względne położenie stojaków i prasy hydraulicznej, znajdują dogodną pozycję do prostowania. Naprawa pęknięć zmęczeniowych na elementach ramy.
Aby określić położenie i krawędź pęknięć w częściach ramy ZIL-130, uszkodzone obszary są dokładnie czyszczone do metalicznego połysku za pomocą obrotowej stalowej szczotki. Następnie uszkodzony obszar jest myty naftą i wycierany do sucha.
Za pomocą lupy z siedmiokrotnym powiększeniem lub sproszkowanego krokusa (rozcieńczonego w nafcie) i magnesu zbadaj uszkodzony obszar i wykonaj znak rdzeniem w odległości co najmniej 50 mm od widocznego końca pęknięcia.
Pęknięcie zmęczeniowe następuje bez trwałego odkształcenia materiału, a jego krawędzie dokładnie się pokrywają. Dlatego przed spawaniem wycina się pęknięcie, tworząc szczelinę podczas zgrzewania doczołowego.
Jeżeli widoczny koniec pęknięcia znajduje się na półce lub zagięciu profilu, to cięcie wykonuje się wzdłuż całej półki i wzdłuż ściany co najmniej 50 mm od półki, a jeśli pęknięcie rozprzestrzeniło się na ścianę, to cięcie jest wykonany 50 mm dalej niż widoczny koniec pęknięcia.
Szczelina podczas zgrzewania doczołowego poprawia jakość pracy spawalniczej spoiny, a także zapewnia odcięcie niewidocznego końca pęknięcia wzdłuż linii jego widocznego końca bez nacinania krawędzi.
Przy naprawie części ramy dopuszcza się spawanie pęknięć, odcinanie lub wycinanie uszkodzonej części oraz spawanie dodatkowej części. Wszystkie połączenia spawane muszą być spawane doczołowo.
Spawanie okładzin wzmacniających wkładek w kształcie koryta i dodatkowych części z zakładką jest niedozwolone. W przypadku pęknięć przechodzących przez otwory na nity mocujące poprzeczki, uszkodzony obszar wycina się i dogrzewany jest dodatkowy element, który jest wykonany z odrzuconych elementów ramy lub blachy stalowej St. 3.
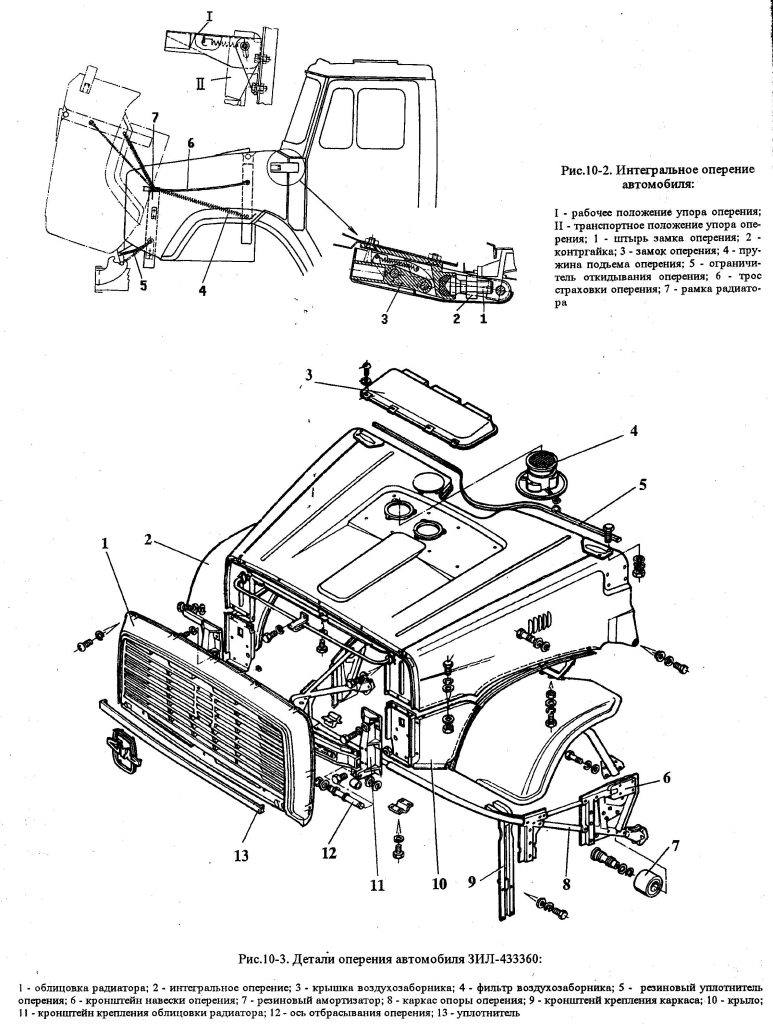
Naprawa kokpitu i upierzenia ZIL-130
Główne wady kokpitu i upierzenia ZIL-130:
Wgniecenia na panelach z przodu, z tyłu, na dachu, na podłodze i na progu drzwi.
Wgniecenia z ostrymi zagięciami i rozdarciami na panelach z przodu, z tyłu, dachu, podłogi oraz na podstawie siedziska.
Pęknięcia wzdłuż dolnego otworu przed kokpitem w punktach mocowania skrzydeł.
Pęknięcia: na panelach z przodu, z tyłu, na podłodze, dachu, na progu, od narożnika otworów drzwiowych do przedniej szyby, na wywinięciu na skrzyżowaniu. panel wewnętrzny z podłogą, w drzwiach, w miejscach mocowania zawiasów, w miejscach mocowania wspornika siedziska.
Uszkodzenia korozyjne na dolnym pasie kabiny, na tylnych panelach, przodzie, progach drzwi, na podłodze.
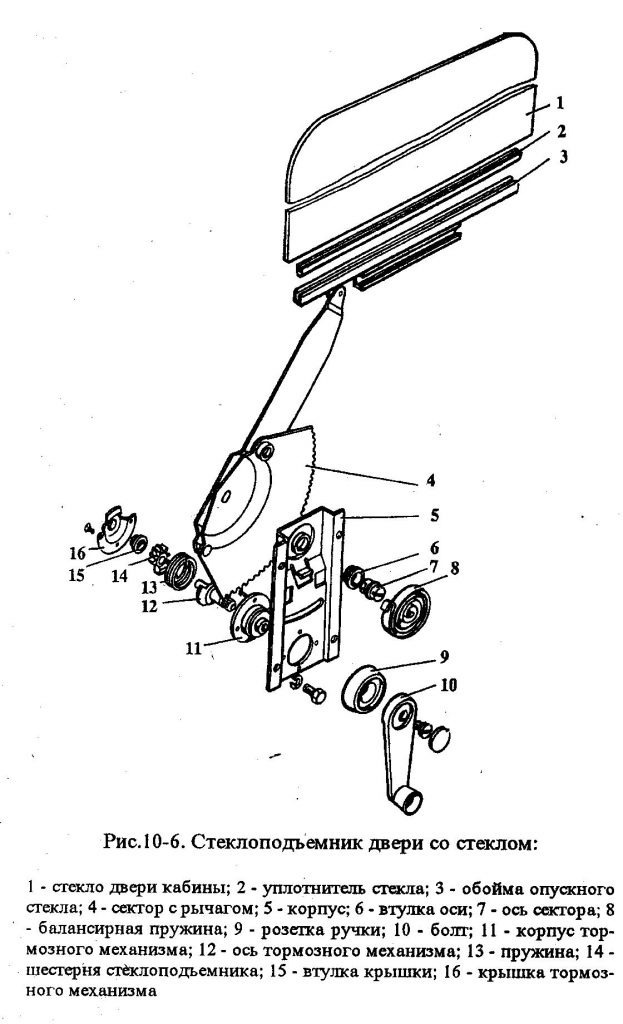
Wgniecenia na wewnętrznym i zewnętrznym panelu drzwi.
Pęknięcia lub rozdarcia w panelu wewnętrznym i zewnętrznym, w miejscach mocowania zawiasów.
Krzywizna kołnierzowej części panelu.
Oderwanie wzmocnień paneli, wsporników ościeżnic, łączników paneli, uchwytów uszczelek.
Zniszczenie korozyjne dolnej części panelu.
Wgniecenia na podszewce na dole.
Pęknięcia i pęknięcia w okładzinie.
Oderwanie wzmocnień okładziny: górnej, dolnej i bocznej.
Pęknięcia i przetarcia otworów na reflektory i światła pozycyjne oraz otwory montażowe.
Wgniecenia na panelu kaptura ZIL-130.
Pęknięcia lub złamania kołnierzy lub w innym miejscu.
Zerwanie śruby mocującej kołek blokujący maskę, płytkę mocującą, wzmocnienie i wspornik na przednim wzmocnieniu maski, uchwyt płytki. mocowania płyty zawiasowej osłony, wzmacniacza ramienia sygnału dźwiękowego oraz przegrody tylnego wzmacniacza.
Skrzydło pęka lub pęka.
Oderwanie wzmacniaczy i ścian bocznych skrzydła.
Zniszczenie korozyjne skrzydła.
Sposobem na wykrycie tych defektów jest kontrola zewnętrzna. Do naprawy kabiny wykorzystywany jest przenośnik wózkowy o ruchu mechanicznym, który składa się ze stojaków wózków, torów prowadzących, wózków poprzecznych do przestawiania stojaków wózków na tor powrotny oraz łańcuchów trakcyjnych ze stacjami napędowymi i napinającymi.
Kabina ZIL-130 jest naprawiana metodą flow-by-post. Na pierwszym stanowisku linii produkcyjnej usuwane są drzwi, uszkodzone i nie nadające się do użytku części paneli oraz połączenia węzłowe kabiny są uszkodzone i wycięte. Na uszkodzonych i nienadających się do użytku częściach paneli kabiny montuje się specjalne szablony do znakowania i znakuje kredą.
Szablony znakowania odpowiadają kształtem dodatkowym częściom naprawczym, a gabarytami mniejszymi niż części naprawcze o 25 mm wzdłuż tworzącej karbu. Na drugim stanowisku linii produkcyjnej prostowane są zagięte miejsca paneli kabiny. Na trzecim stanowisku linii produkcyjnej spawane są pęknięcia, dziury, przebicia oraz wymieniane są zawiasy drzwi kabiny.
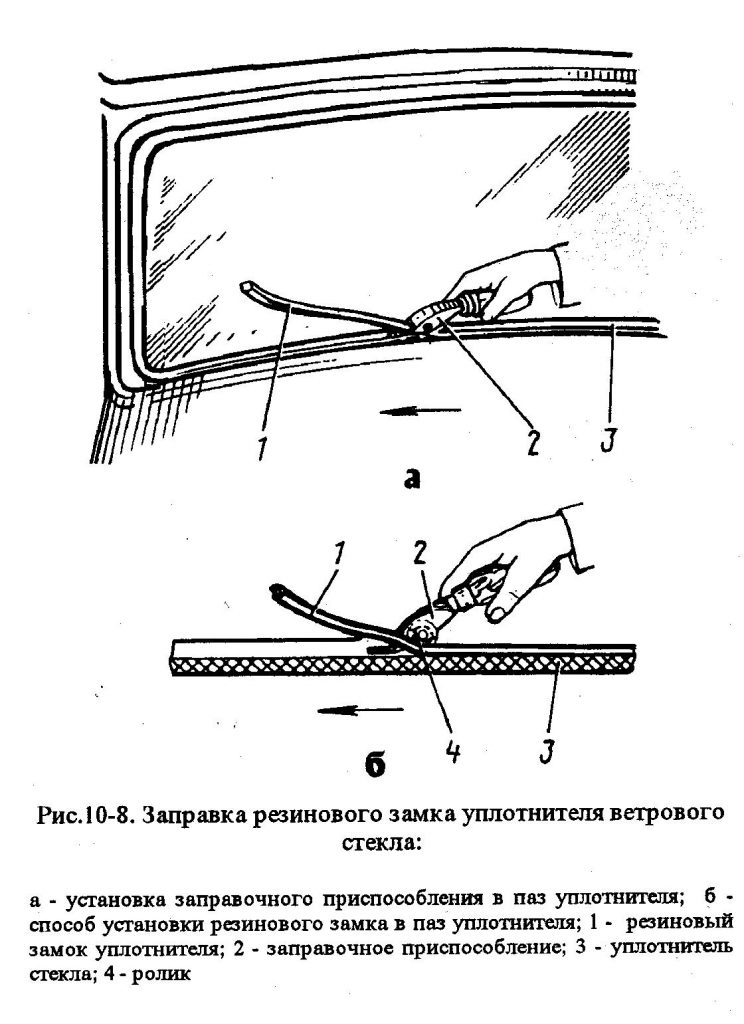
Aby sprawdzić zniekształcenia i ugięcia otworów szyby przedniej i słupków drzwi, stosuje się szablony weryfikacji w postaci ramy spawanej ze stali kątowej. Zniekształcenia i ugięcia niwelowane są poprzez zastosowanie nadstawek mechanicznych i hydraulicznych z kompletem wymiennych trzpieni w zależności od kształtu powierzchni rozciąganych lub ściśliwych oraz wykładzin gumowych i drewnianych.
Rozciąganie mechaniczne to rura, na końcach której są montowane i spawane gwintowane tuleje z prawym i lewym gwintem. Śruby są wkręcane w gwintowane tuleje, których zewnętrzne końce mają otwory na kołki do mocowania wymiennych trzpieni. Do edycji otworów na
Wideo (kliknij, aby odtworzyć).
Trzpienie zgodnie z konfiguracją odpowiadają kształtowi wyprostowanej powierzchni. Miejsce podparcia rozstępów dobiera się tak, aby jeden trzpień opierał się o solidną podstawę, a drugi o miejsce ugięcia. Następnie obracając rurę przez otwór w jej środkowej części za pomocą klucza, korygują