W szczegółach: naprawa łuku 200 zrób to sam od prawdziwego mistrza dla strony my.housecope.com.
Cześć wszystkim. Znowu jestem z tobą, spawacz mechaniku. Tak więc dzisiaj otrzymaliśmy kolejny nieudany falownik spawalniczy. Wśród naszych serwisantów takie urządzenia nazywane są budynkami trzypiętrowymi.
Zadeklarowana usterka: Nie wytwarza prądu spawania. Iskry i nie gotują.
Nawiasem mówiąc, w środku widać trzy piętra deski,
pierwsza to deska z conderami i miękkim startem.
drugi to prostownik, dławik i power trans.
trzeci to tranzystory mosfet, pomieszczenie dyżurne i tablica kontrolna.
Ponieważ przyczyną awarii jest niski prąd i nie gotuje, sprawdzimy system operacyjny według prądu. Te trzypiętrowe budynki OS mają słabe miejsce pod względem prądu.
Za sterowanie prądem w tej spawarce odpowiada mikroukład CA3140.
A jeśli coś jest nie tak w bieżącym łańcuchu sterowania, zapalają się dwie diody. W moim przypadku te diody świeciły.
Dalsze grzebanie w tablicy kontrolnej ujawniło wadliwy CA3140. Wnioski 2 i 3 dzwoniły do siebie przy 4 omach.
Wtedy mój spawacz głupio wyłączył się na mrozie, czyli spawanie wyleciało z drogi, ani jednego znaku życia. W temperaturze pokojowej odzyskał zdolność do pracy, ale jak tylko go ochłodziłem, odmówił pracy. Awarie były trochę chaotyczne, więc musiałem biegać z domu na ulicę i odwrotnie, aby złapać GLUCK i przeanalizować przyczyny.
Z powodu awarii można by powiedzieć, że nie miałem +300v z płytki prostownika i kondensatorów (pierwsza dolna płytka). Dlatego gdy znów złapałem usterkę, wrzuciłem sondy multimetru na dwa przewody zasilające spawarki. I był zaskoczony. Tam zamiast 300v było tylko 100v. Hmm, dziwne.
Wideo (kliknij, aby odtworzyć).
Wyjąłem dolny talerz i umyłem. I zacząłem dostrzegać, co jest nie tak.
Przyciągnęła mnie czarna powłoka pod przekaźnikiem, jakby coś tam poszło nie tak.
Lutuję to. Swoją drogą jak lutowałem to wstydziłem się tego, że pin od przekaźnika był widoczny w niklu, a lutownica tego nie czuła. Jak się później okazało, wyjście przekaźnika było krótkie, a raczej w ogóle nie istniało. I z tego powodu spawanie się nie rozpoczęło.
Głównym elementem najprostszej spawarki jest transformator pracujący na częstotliwości 50 Hz o mocy kilku kW. Dlatego jego waga to dziesiątki kilogramów, co nie jest zbyt wygodne.
Wraz z pojawieniem się tranzystorów i diod wysokiego napięcia o dużej mocy, falowniki spawalnicze. Ich główne zalety: małe wymiary, płynna regulacja prądu spawania, zabezpieczenie przeciążeniowe. Waga falownika spawalniczego o natężeniu do 250 amperów to zaledwie kilka kilogramów.
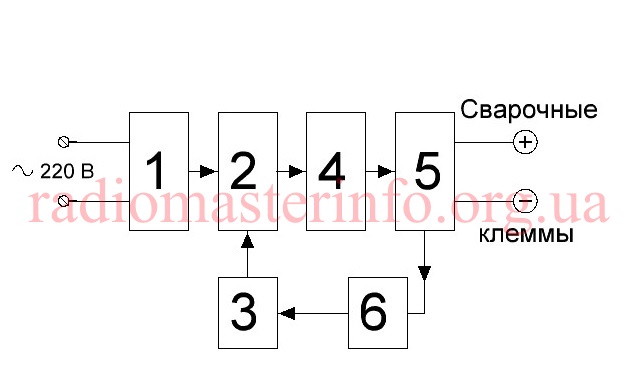
Zasada działania falownik spawalniczy wynika z poniższego schematu blokowego:
Napięcie sieciowe 220 V dostarczane jest do beztransformatorowego prostownika i filtra (1), który generuje stałe napięcie 310 V. Napięcie to zasila potężny stopień wyjściowy (2). Ten potężny stopień wyjściowy odbiera impulsy o częstotliwości 40-70 kHz z generatora (3). Wzmocnione impulsy podawane są do transformatora impulsowego (4), a następnie do mocnego prostownika (5), do którego podłączone są zaciski spawalnicze. Jednostka kontroli przeciążenia i ochrony (6) reguluje prąd spawania i chroni go.
Bo falownik pracuje z częstotliwościami 40-70 kHz i wyższymi, a nie z częstotliwością 50 Hz, jak konwencjonalna spawarka, wymiary i waga transformatora impulsowego są dziesięciokrotnie mniejsze niż konwencjonalnego transformatora spawalniczego 50 Hz. Tak, a obecność elektronicznego obwodu sterującego pozwala płynnie regulować prąd spawania i zapewnia skuteczną ochronę przed przeciążeniami.
Rozważmy konkretny przykład.
falownik przestał gotować.Wentylator pracuje, kontrolka świeci, ale łuk się nie pojawia.
Ten typ falownika jest dość powszechny. Ten model nazywa się „Gerrard MSW 200»
Udało mi się znaleźć obwód falownika MMA 250, który okazał się bardzo podobny i bardzo pomógł w naprawie. Jego główna różnica w stosunku do pożądanego schematu MSW 200:
W stopniu wyjściowym 3 tranzystory polowe połączone równolegle i MSW 200 - o 2.
Wyjściowy transformator impulsowy 3 i MSW 200 - Tylko 2.
Reszta schematu jest identyczna.
Na początku artykułu podano opis schematu blokowego falownika spawalniczego. Z tego opisu jasno wynika, że falownik spawalniczy, jest to potężny zasilacz impulsowy z napięciem obwodu otwartego około 55 V, które jest niezbędne do powstania łuku spawalniczego, a także z regulowanym prądem spawania, w tym przypadku do 200 A. Generator impulsów jest wykonany na mikroukładzie U2 typu SG3525AN, który posiada dwa wyjścia do sterowania kolejnymi wzmacniaczami. Sam generator U2 jest sterowany poprzez wzmacniacz operacyjny U1 typu CA 3140. Układ ten steruje wypełnieniem impulsów generatora, a tym samym wartością prądu wyjściowego, która jest ustawiana przez rezystor regulacji prądu wyświetlany na panelu przednim.
Z wyjścia generatora impulsy podawane są do przedwzmacniacza wykonanego na tranzystorach bipolarnych Q6 - Q9 oraz urządzeniach polowych Q22 - Q24 pracujących na transformatorze T3. Transformator ten ma 4 uzwojenia wyjściowe, które poprzez kształtowniki dostarczają impulsy do 4 ramion stopnia wyjściowego zmontowanych zgodnie z obwodem mostkowym. Na każdym ramieniu stoi równolegle dwóch lub trzech potężnych robotników polowych. W schemacie MMA 200 - po dwa, w schemacie MMA - 250 - po trzy. W moim przypadku MMA - 200 kosztuje dwa tranzystory polowe typu K2837 (2SK2837).
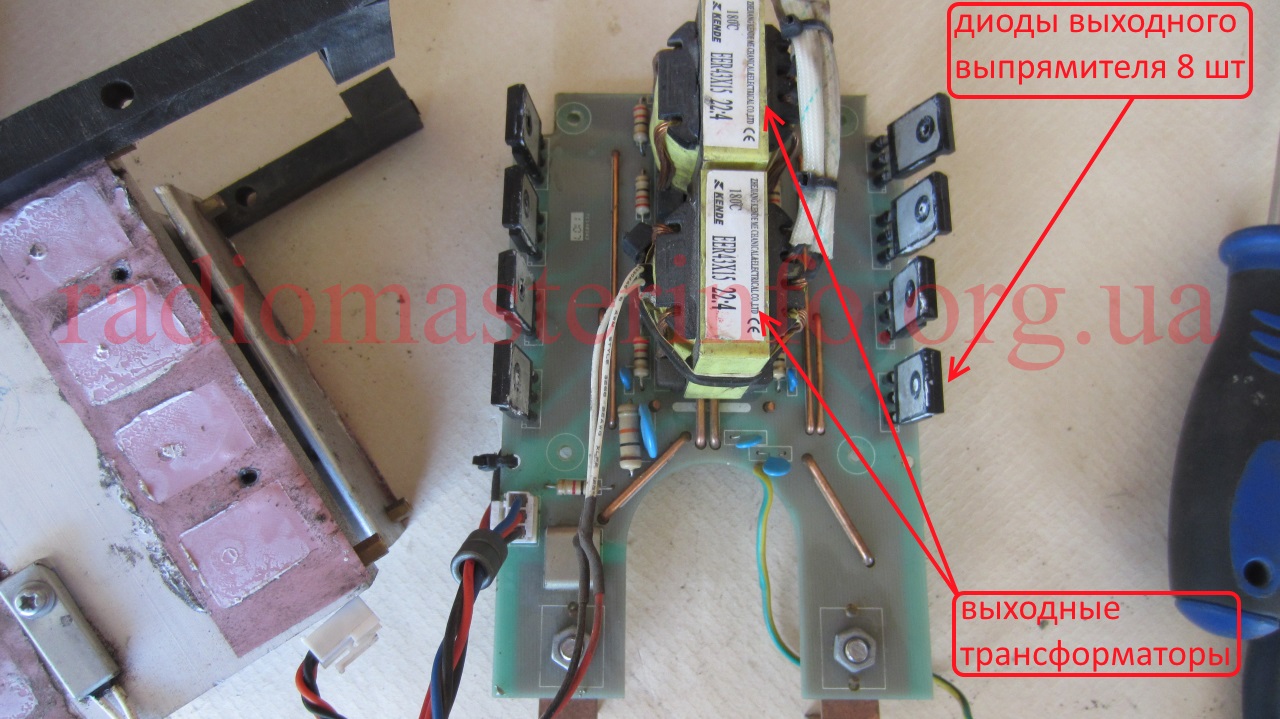
Ze stopnia wyjściowego przez transformatory T5, T6 do prostownika podawane są potężne impulsy. Prostownik składa się z dwóch (MSW 200) lub trzy (MMA 250) pełnookresowe obwody prostownika środkowego. Ich wyjścia są połączone równolegle.
Sygnał sprzężenia zwrotnego jest dostarczany z wyjścia prostownika przez złącza X35 i X26.
Ponadto sygnał sprzężenia zwrotnego ze stopnia wyjściowego przez przekładnik prądowy T1 jest podawany do obwodu zabezpieczającego przed przeciążeniem, wykonanego na tyrystorze Q3 i tranzystorach Q4 i Q5.
Stopień wyjściowy zasilany jest przez prostownik napięcia sieciowego zmontowany na mostku diodowym VD70, kondensatory C77-C79 i generujący napięcie 310 V.
Do zasilania obwodów niskiego napięcia stosuje się oddzielny zasilacz impulsowy, wykonany na tranzystorach Q25, Q26 i transformatorze T2. Zasilacz ten generuje napięcie +25 V, z którego dodatkowo przez U10 generowane jest +12 V.
Wróćmy do remontów. Po otwarciu obudowy podczas oględzin znaleziono spalony kondensator 4,7 mikrofaradów przy 250 V.
Jest to jeden z kondensatorów, przez który transformatory wyjściowe są połączone ze stopniem wyjściowym pól.
Kondensator został wymieniony, falownik zaczął działać. Wszystkie napięcia są normalne. Kilka dni później falownik znów przestał działać.
Szczegółowe badanie ujawniło dwa uszkodzone rezystory w obwodzie bramki tranzystorów wyjściowych. Ich wartość nominalna to 6,8 oma, w rzeczywistości są w klifie.
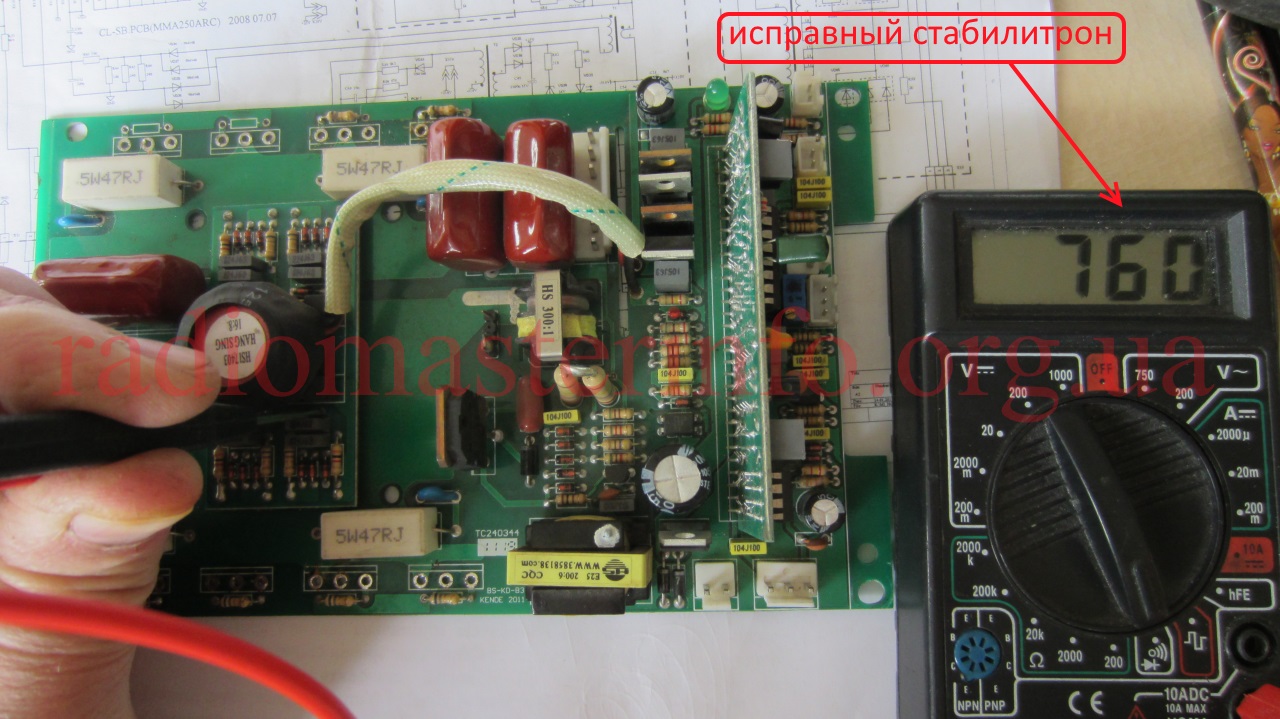
Przetestowano wszystkie osiem wyjściowych FET. Jak wspomniano powyżej, w każdym ramieniu znajdują się dwa. Dwa ramiona, tj. czterech pracowników terenowych jest niesprawnych, ich przewody są zwarte. Przy takiej wadzie do obwodów bramki dostaje się wysokie napięcie z obwodów drenu. Dlatego sprawdzono obwody wejściowe. Tam też znaleziono wadliwe elementy. Jest to dioda Zenera i dioda w obwodzie kształtowania impulsów na wejściach tranzystorów wyjściowych.
Sprawdzenie przeprowadzono bez rozlutowywania części, porównując rezystancje między tymi samymi punktami wszystkich czterech kształtowników impulsów.
Wszystkie inne obwody zostały również sprawdzone aż do zacisków wyjściowych.
Podczas sprawdzania wyjściowych pracowników terenowych wszyscy zostali zlutowani. Wadliwy, jak wspomniano powyżej, okazał się być 4.
Pierwsze włączenie zostało wykonane bez potężnych tranzystorów polowych. Dzięki temu włączeniu sprawdzono przydatność wszystkich zasilaczy 310 V, 25 V, 12 V. Są normalne.
Punkty pomiaru napięcia na schemacie:
Sprawdzenie napięcia 25 V na płytce:
Sprawdzenie napięcia 12 V na płytce:
Następnie sprawdzono impulsy na wyjściach generatora impulsów i na wyjściach kształtowników.
Impulsy na wyjściu kształtowników, przed potężnymi tranzystorami polowymi:
Następnie wszystkie diody prostownicze zostały sprawdzone pod kątem wycieków. Ponieważ są one połączone równolegle, a do wyjścia podłączony jest rezystor, rezystancja upływu wynosiła około 10 kΩ. Podczas sprawdzania każdej pojedynczej diody wyciek jest większy niż 1 mΩ.
Ponadto postanowiono zmontować stopień wyjściowy na czterech tranzystorach polowych, umieszczając nie dwa, ale jeden tranzystor w każdym ramieniu. Po pierwsze, ryzyko awarii tranzystorów wyjściowych, choć zminimalizowane poprzez sprawdzenie wszystkich innych obwodów i działanie zasilaczy, nadal pozostaje po takiej awarii. Dodatkowo można przyjąć, że jeśli w ramieniu są dwa tranzystory, to prąd wyjściowy wynosi do 200 A (MSW 200), jeśli są trzy tranzystory, to prąd wyjściowy wynosi do 250 A, a jeśli jest po jednym tranzystorze, to prąd bez problemu może osiągnąć 80 A. Oznacza to, że instalując jeden tranzystor na ramię, można gotować z elektrodami do 2 mm.
Postanowiono dokonać pierwszej kontroli krótkoterminowej w trybie XX za pomocą kotła o mocy 2,2 kW. Może to zminimalizować konsekwencje wypadku, jeśli mimo to pominięto jakąś usterkę. W tym przypadku zmierzono napięcie na zaciskach:
Wszystko dziala. Tylko obwody sprzężenia zwrotnego i zabezpieczające nie zostały przetestowane. Ale sygnały tych obwodów pojawiają się tylko w obecności znacznego prądu wyjściowego.
Ponieważ włączenie poszło dobrze, napięcie wyjściowe również mieści się w normalnym zakresie, wyjmujemy podłączony szeregowo kocioł i włączamy spawanie bezpośrednio do sieci. Ponownie sprawdź napięcie wyjściowe. Jest nieco wyższy i mieści się w granicach 55 V. To całkiem normalne.
Próbujemy gotować przez krótki czas, obserwując działanie obwodu sprzężenia zwrotnego. Wynikiem obwodu sprzężenia zwrotnego będzie zmiana czasu trwania impulsów oscylatora, którą zaobserwujemy na wejściach tranzystorów stopni wyjściowych.
Kiedy zmienia się prąd obciążenia, zmieniają się. Więc obwód działa poprawnie.
Ale impulsy w obecności łuku spawalniczego. Widać, że zmienił się ich czas trwania:
Możesz kupić brakujące tranzystory wyjściowe i zainstalować je na miejscu.
Materiał artykułu jest powielony na wideo:
Spawarka chińska ARC-200. Schemat jest w 90% identyczny z SAI-200. usterka: gotuje prąd jest regulowany, można spalić połowę elektrody 4ki. ale gdy elektroda zostanie oderwana, ochrona zostaje uruchomiona, po czym zaczyna działać stale przy dowolnym prądzie. Sprawdź tłumiki, sterowniki diod, ochrona była niegrzeczna - bezskutecznie. Schemat blokowy wygląda tak:
Kto może się z tym zmierzyć?
Wymiana górnej płyty wyeliminowała przyczynę
Twój schemat blokowy zawiera błędną listę napięcia wyjściowego spawania. Te urządzenia nie mają napięcia 28 V. Zwykle 56-72 V
Chciałbym znaleźć przyczynę, jeśli jest w tablicy. Zwykle 50-80 w dwudziestym i nago. 200A może 28v Co jest napisane na schemacie to tylko info wzięte z tabliczki znamionowej falownika. Oto zdjęcie
Tak, skład jest inny, po prostu wszystko było zaślepione na tej samej płytce, z wyjątkiem płytki sterującej, ale obwód jest ogólnie taki sam.
Narysowałem schemat, może się komuś przyda.
[quote="vasa"] Radzę lutować wszystko
Jeśli to nie pomoże, dokładnie sprawdź wiązkę w pobliżu CA3140, SG3525
Następnie spróbuj wymienić CA3140, SG3525 [/ cytat] Wszystko, co jest źle zlutowane, wydaje się być zlutowane, na wszelki wypadek, gdyby CA3140 został zastąpiony przez KA3525, który dobrze reaguje na obciążenie, nie ma sensu go wymieniać.
A jak działało urządzenie przed awarią?
Upewnić się, że w zasilaniu jednostki sterującej nie ma zmarszczek.
Stań się 9-pinowym oscyloskopem i sprawdzaj „skoki” w sygnale sprzężenia zwrotnego przy różnych bieżących ustawieniach
5
12 stycznia 2013 r.
2
morgmail 12 stycznia 2013 r.
Jeśli tylko przepustnica jest podłączona, i tak, stary dobry chiński trzypiętrowy.
Natknąłem się gdzieś na forum. Stawiają takie, ale elektronicy straszą nagłą śmiercią urządzenia. Ponadto nie każdy spawacz może regulować prąd podczas spawania. Na stwardnienie rozsiane. Dziadek Zainstalowałem dysk ze zdalnej kamery nadzoru na urządzeniu, który sam się obraca.
LamoBOT 13 stycznia 2013
Na takiej ketazie jest to możliwe. Zrobiłem. Ale jeśli przypadkowo zamkniesz jeden z drutów regulacyjnych drutami spawalniczymi, możesz umrzeć. Można również znaleźć regulator z silnikiem. Są one używane w niektórych multimedialnych systemach głośnikowych, ale konieczne jest, aby rezystancja przynajmniej w przybliżeniu odpowiadała. Ustaw dwa przyciski - prąd w górę i prąd w dół (silnik lewo-prawo).
2
tehsvar 13 stycznia 2013 r.
Chcę zrobić pilot, 3-4 metry
Zrób to, nie obchodzi go to. Kilka tuzinów zrobiło. Nie ma zwrotów. Po prostu poproś o więcej. To my postawiliśmy jednego w takiej firmie. Najprostszą rzeczą do zrobienia jest przełączanie się tam iz powrotem.
grzeszna rzecz, pomyślałem: niech przebiegły Chińczyk wbuduje w to czujnik temperatury.
Nie, ale elementy to nie przemysł obronny i dlatego borykają się z tym, że elektronika nie działa na zimno. Czasami leczył, ale na mrozie długo nie można zmierzyć, co jest wadliwe gdzie. Więc co się dzieje.
14 stycznia 2013 r.
Zrób to, nie obchodzi go to. Kilka tuzinów zrobiło. Nie ma zwrotów. Po prostu poproś o więcej. To my postawiliśmy jednego w takiej firmie. Najprostszą rzeczą do zrobienia jest przełączanie się tam iz powrotem.
Dlaczego potencjometr ma 3 zaciski? Rezyuk wybiera opór w punktach końcowych koła zamachowego? Który „przełącznik polecasz (2 pozycje, 9 zacisków)?
2
tehsvar 15 stycznia 2013 r.
1
27 sty 2013
Czy to pasuje?
zwykły Kiloomnik, a ten półtora Kiloom. Śmiertelnie? Czy to schemat elektryczny?
27 sty 2013
Czy jest opinia? o poprzednim poście
morgmail Jan 27, 2013
tehsvar 06 lutego 2013 r.
06 lut 2013
Złapałeś znaczenie, ale nie znajdziesz 1 kOhm. Tylko nie wiem jak to będzie działać z 1.5.
Mechanicy OGS powiedzieli, że nie było śmiertelne. To po prostu da silny spadek prądu SV. Chociaż wolałbym odpowiedzieć słowami „Dimona” z „Naszego pośpiechu”: - Slavik. Nawet ja och..uy. Poszukam „omnika”.
3
06 lut 2013
Złapałeś znaczenie, ale nie znajdziesz 1 kOhm. Tylko nie wiem jak to będzie działać z 1.5.
Oto, co kupiłem w sklepie z botaniką radiową:
Przełącznik mówi: 3 ampery. Jakieś 125 VAC. Radzieckie złącze stereo będzie wyglądało na atut na panelu spawacza! Narysuję na nim ikonę słuchawek. Swoją drogą sprzedawczyni zachwyciła mnie notatkami, że TEN „tata” nie będzie pasował do TEJ „matki” iw ogóle jak 3 palce mogą wejść w 5 dziurek. Otóż w stylu porucznika wydusiłem - że dorastałem w kraju, który produkował WSZYSTKO z takimi złączami i. czasami wkładał 1 palec do trzech otworów dla niektórych
Isperyanc 11 lut 2013
1
p0tap4ik 17 mar 2013
Panowie, spojrzałem na „podroby” i pomyślałem, ale teoretycznie można umieścić cyfrowy wyświetlacz aktualnej siły.
18 marca 2013
Lepiej jest zastąpić przełącznik dwustabilny przekaźnikiem, który przełączałby styki po prostu, gdy ojciec jest podłączony do matki, w tym celu ojciec musi mieć parę zwartych styków, przez które zasilanie przejdzie do uzwojenia przekaźnika. A gniazdo muzyczne to kompletna bzdura.
Sam jestem dobrym sztafetą. Muzyczna „piątka” dostępna w sklepie jest najbardziej odpowiednia. Nie zabrakło złącza dla profesjonalnego mikrofonu na 4 palce - jest za duże. Ile amperów przechodzi przez reostat?
Naprawa falowników spawalniczych, pomimo swojej złożoności, w większości przypadków można wykonać samodzielnie. A jeśli dobrze rozumiesz konstrukcję takich urządzeń i masz pojęcie, co jest bardziej prawdopodobne, możesz z powodzeniem zoptymalizować koszt profesjonalnej obsługi.
Wymiana podzespołów radiowych w procesie naprawy falownika spawalniczego
Głównym celem każdego falownika jest wytwarzanie bezpośredniego prądu spawania, który uzyskuje się poprzez prostowanie prądu przemiennego o wysokiej częstotliwości. Zastosowanie prądu przemiennego o wysokiej częstotliwości, konwertowanego przez specjalny moduł falownika z sieci rektyfikowanej, wynika z faktu, że siłę takiego prądu można skutecznie zwiększyć do wymaganej wartości za pomocą kompaktowego transformatora. To właśnie ta zasada leżąca u podstaw działania falownika umożliwia takiemu sprzętowi uzyskanie kompaktowych rozmiarów z wysoką wydajnością.
Schemat funkcjonalny falownika spawalniczego
Schemat falownika spawalniczego, który określa jego parametry techniczne, obejmuje następujące główne elementy:
pierwotny zespół prostowniczy, który oparty jest na mostku diodowym (zadaniem takiego zespołu jest prostowanie prądu przemiennego pochodzącego ze standardowej sieci elektrycznej);
jednostka inwertera, której głównym elementem jest zespół tranzystorów (za pomocą tej jednostki prąd stały dostarczany na jego wejście jest przekształcany w prąd przemienny, którego częstotliwość wynosi 50–100 kHz);
transformator obniżający wysoką częstotliwość, na którym poprzez obniżenie napięcia wejściowego znacznie wzrasta siła prądu wyjściowego (ze względu na zasadę transformacji wysokiej częstotliwości można wygenerować prąd na wyjściu takiego urządzenia, którego siła sięga 200-250 A);
prostownik wyjściowy zmontowany w oparciu o diody mocy (zadaniem tej jednostki inwerterowej jest prostowanie prądu przemiennego o wysokiej częstotliwości, który jest niezbędny do spawania).
Obwód falownika spawalniczego zawiera szereg innych elementów, które poprawiają jego działanie i funkcjonalność, ale głównymi są te wymienione powyżej.