W szczegółach: naprawa silnika 41 zrób to sam od prawdziwego mistrza na stronie my.housecope.com.
Woda dostała się do miski olejowej silnika wysokoprężnego a - 41, spod szyby dyszy.
"0:09 Rozdział 1. Informacje ogólne" "1:31 Rozdział 2. Główne elementy i mechanizmy silników" "4:27 Rozdział 3. Układ chłodzenia.
Kolejny numer o codziennym życiu zwykłej gospodarki na południu kraju, który na szczęście przetrwał do naszego.
DT-75. Usuwamy paletę na A - 41.
Kolejny numer o codziennym życiu zwykłej gospodarki na południu kraju, który na szczęście przetrwał do naszego.
silnik tłokowy A - 41 rodzi się bardziej szczegółowo.
Rano zagrzechotał silnik ciągnika TT-4, z odpowietrzników wydobywał się biały dym, pojechaliśmy do miejsca naprawy na małych.
Metoda badania pompy paliwowej A - 41 ciągników DT-75 na stanowisku probierczym KI-22201A. Awaria pompy.
Kolejny numer o codziennym życiu zwykłej gospodarki na południu kraju, który na szczęście przetrwał do naszego.
Kolejny numer o codziennym życiu zwykłej gospodarki na południu kraju, który na szczęście przetrwał do naszego.
Jeśli masz dość uruchamiania silników, ten film jest dla Ciebie. Konwersja jest bardzo prosta i tania. Ja.
Zawsze dostępne części zamienne do ciągników T-4, DT-75, MTZ, K-700, TT-4M itp. Możliwość dostarczenia na zamówienie rzadkich części zamiennych.
Oferujemy wyłącznie wysokiej jakości części zamienne od zaufanych producentów.
Kupujemy części zamienne bezpośrednio od producentów, dzięki czemu możemy zaoferować Państwu najniższe ceny na rynku.

Naprawa silnika DT 75 polega na wymianie zużytych elementów lub, o ile to możliwe, wykonaniu prac naprawczych. Podczas naprawy należy wziąć pod uwagę model silnika, a także starannie wybrać producenta części, które zostaną użyte do naprawy. Jeśli jesteś mechanikiem, możesz samodzielnie przeprowadzać naprawy. Jeśli takiej umiejętności nie ma w twoim arsenale, skontaktuj się z wyspecjalizowanym centrum, w którym przeprowadzi pełną diagnozę, naprawi silnik DT 75 i wymieni niezbędne części.
| Wideo (kliknij, aby odtworzyć). |
Wysyłając silnik do naprawy, zdemontowany z ciągnika. Dodatkowo demontowane są wszystkie części i mechanizmy uniemożliwiające demontaż silnika. W szczególności maska, chłodnica wody chłodzącej i oleju, napęd kardana skrzyni biegów, wyjmowanie silnika z ramy. Silnik jest zdejmowany z ciągnika za pomocą dźwigu lub wciągarki.
Możesz przeczytać więcej w naszym instrukcja naprawy silnika ciągnika DT-75.
Polecamy również zajrzeć do naszej sekcji Wideo naprawy DT-75
CECHY MONTAŻU I DEMONTAŻU GŁÓWNEGO ZESPOŁU I MECHANIZMÓW SILNIKÓW A-01, A-01M i A-41
Podczas montażu bloku cylindrów i mechanizmu korbowego należy przestrzegać następujących zasad:
1. Podczas zakładania gumowych pierścieni uszczelniających na tuleję cylindra nie wolno im skręcać się w rowkach. Pierścienie gumowe i dolny pas mocujący w bloku cylindrów (0151 mm) należy nasmarować olejem napędowym, w przeciwnym razie pierścienie gumowe mogą ulec uszkodzeniu podczas montażu tulei w bloku. Faza wprowadzająca na dolnym pasie podporowym w bloku cylindrów musi być płaska, czysta, bez wyszczerbień.
Owalność nowych tulei cylindrowych z zamocowaną głowicą cylindrów nie powinna przekraczać 0,03–0,05 mm.
2. Przed montażem tłoka z korbowodem i sworzniem, tłok należy rozgrzać w kąpieli olejowej do temperatury 80-100°C. Zabrania się wciskania sworznia tłokowego w tłok w stanie zimnym.
Korbowód z tłokiem należy zmontować tak, aby komora spalania była przesunięta w kierunku długiej śruby korbowodu. Podczas montażu tłoka z korbowodem w bloku cylindrów komorę w tłoku należy przesunąć od osi cylindrów w kierunku przeciwnym do wałka rozrządu.
3. Na sfazowanym tłoku należy zamontować pierścienie dociskowe, przy czym należy pamiętać, że górny pierścień jest chromowany, a reszta nie jest chromowana.
Nie można dopuścić do dużych odkształceń pierścieni, gdy są one montowane w rowkach tłoka, dlatego zaleca się zastosowanie specjalnego
uchwyt pokazany na rysunku 19, który ogranicza rozszerzanie się pierścieni do średnicy zewnętrznej 142,5 mm.
4. Podczas montażu tłoka z pierścieniami tłokowymi w tulei cylindrowej, aby uniknąć uszkodzenia pierścieni, należy zastosować trzpień stożka technologicznego („fałszywa tuleja”), jak pokazano na rysunku 20.
5. Konieczne jest usunięcie tulei z bloku cylindrów za pomocą ściągacza (ryc. 21), który jest wkładany do wewnętrznej wnęki tulei.
6. Przed zainstalowaniem części grupy tłoków w cylindrach silnika zamki sąsiednich pierścieni tłokowych muszą być ustawione pod kątem 120-180 ° względem siebie. Pierścienie zamontowane w rowkach tłoka muszą się w nich swobodnie poruszać pod wpływem własnego ciężaru.
Luz promieniowy pomiędzy pierścieniami i rowkami (gdy są one zakryte koszykiem o średnicy 130 mm) musi być zachowany w następujących granicach (tabela 4).
7. Podczas układania wału korbowego w bloku cylindrów i montażu części korbowodu i grupy tłoków konieczne jest, aby numer (standard) produkcji (1Н, 2Н) lub naprawy (PI, Р2, РЗ) rozmiar korbowodu i głównych czopów wału korbowego odpowiada liczbie (standardowych) wkładek.
Nie wolno montować wału i tulei o różnych rozmiarach, ponieważ doprowadzi to do zakleszczenia wału korbowego.
Przed montażem należy oczyścić, spłukać naftą lub olejem napędowym i przedmuchać sprężonym powietrzem wnęki i kanały olejowe w bloku cylindrów, wale korbowym i korbowodach. Wyszczerbienia, wgniecenia, zadziory i ślady należy dokładnie wyczyścić. Łoża i powierzchnie zewnętrzne należy wytrzeć do sucha, a czopy wału korbowego nasmarować cienką warstwą czystego oleju napędowego.
Zabrania się skrobania tulei, piłowania pokryw łożysk głównych, wkładania jakichkolwiek uszczelek pomiędzy tuleję a jej łoże oraz pomiędzy płaszczyznami separacji łożysk, przestawiania pokryw korbowodów z jednego korbowodu na drugi lub ich przekręcania, przestawiania łożyska głównego czapki z miejsca na miejsce.
Podczas montażu zespołu tłoków i wału korbowego należy używać drewnianych lub miedzianych młotków i przebijaków.
8. Należy pamiętać, że dokręcanie śrub korbowodu należy rozpocząć od długiej (zamocowanej) śruby. W przeciwnym razie może to prowadzić do naruszenia pasowania połączenia wielowypustowego i deformacji łoża korbowodu.
Zabrania się ponownego użycia podkładek zabezpieczających śrub korbowodów podczas remontów silnika i stosowania podkładek zabezpieczających domowej roboty.
9. Zaleca się dokręcanie nakrętek do mocowania pokryw łożysk głównych w kolejności pokazanej na Rysunku 22, w dwóch krokach za pomocą klucza dynamometrycznego, stosując moment dokręcania 41-44 kgm. Pokrywy łożysk należy montować zgodnie z wybitymi na nich numerami.
10. Nakrętki mocujące głowice cylindrów do bloku należy dokręcać w kolejności pokazanej na Rysunku 23, w dwóch etapach (wstępnie i ostatecznie).
W stanie zimnym silnika moment dokręcania nakrętek
mocowanie głowic cylindrów powinno wynosić 16-18 kGm, na gorąco 18-20 kGm.
11. W przypadku konieczności zdemontowania mechanizmu wyważania należy użyć ściągacza do wyciskania łożysk (Rys. 24).
W tym celu odblokuj śruby 11 (patrz rys.18) mocowanie płyt 8, odkręcamy je i zdejmujemy. Następnie lekkim uderzeniem młotka lub wybijakiem na końcu osi przekładni przesunąć ładunek w jednym i drugim kierunku, aż zatrzyma się o wewnętrzne ścianki obudowy mechanizmu. Pod wpływem przemieszczenia obciążenia bieżnie zewnętrzne łożysk zostaną wyciśnięte z otworu obudowy mechanizmu. Następnie wyciśnij zewnętrzną bieżnię łożyska za pomocą ściągacza. Następnie tym samym ściągaczem ściśnij zacisk wewnętrzny, po czym obciążenie przekładni jest usuwane z obudowy.
Zmontuj w odwrotnej kolejności. Zaleca się jednoczesne wciskanie łożyska zarówno w obudowę, jak i w zębnik przekładni.
Należy pamiętać, że pierścień zewnętrzny łożyska nr 12507KM jest osadzony na bieżni wewnętrznej i nie jest wymienny z innymi łożyskami.
Podczas instalowania mechanizmu równoważącego na silniku znaki kół zębatych i korony wału korbowego muszą być wyrównane. Po zamontowaniu mechanizmu z tłokiem pierwszego cylindra w c. Masy przekładni powinny być skierowane w dół z dokładnością ± 5 °.
Podczas instalowania mechanizmu równoważącego na silniku, między korpusem mechanizmu a płaszczyzną współpracującą bloku cylindrów, konieczne jest zainstalowanie podkładek regulacyjnych, dzięki którym zapewniają boczny luz między zębami w sprzężeniu obciążenia przekładni z korona wału korbowego (0,25-0,4 mm na sondzie). Naruszenie tej szczeliny podczas montażu, zarówno w kierunku zmniejszania, jak i zwiększania, może prowadzić do zwiększonego hałasu przy zazębieniu i awaryjnego zużycia zębów kół zębatych.
Jakość montażu mechanizmu wyważającego sprawdza się poprzez ręczne obracanie obciążników w łożyskach. Koła zębate muszą powrócić do swojej pierwotnej pozycji pod wpływem własnego ciężaru.
Montaż głowic cylindrów rozpoczyna się od montażu i szlifowania zaworów. Zawory montuje się w tulejach prowadzących, przy czym zawór powinien swobodnie wchodzić w otwór tulei pod wpływem własnego ciężaru. Następnie zawór jest szlifowany, aż do uzyskania wymaganej szczelności stożkowego skosu gniazda (lub gniazda) głowicy cylindra i zaworu.
Po docieraniu zaworów głowica jest oczyszczana z pasty docierającej i myta.
Zaleca się demontaż i montaż mechanizmu zaworu za pomocą narzędzia (rys. 25).
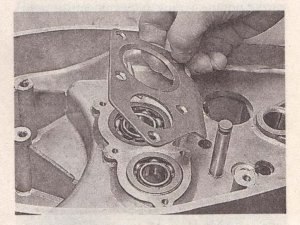
Dla wygody demontażu miski dyszy (podczas wymiany gumowego pierścienia lub miedzianej uszczelki pod miską) można użyć ściągacza (patrz ryc. 108). Podczas wymiany szpilek stosuje się wkrętak do szpilek (ryc. 26).
Śruby mocujące koło zamachowe, kołpaki korbowodów, śruba mocująca koło zębate na wałku rozrządu, śruby mocujące oś popychacza, nakrętki mocujące oś wahacza powinny być bezpiecznie zablokowane. W takim przypadku anteny podkładek powinny ściśle przylegać do krawędzi śruby lub nakrętki. W przypadku podrabiania drutem należy go pociągnąć w kierunku owijania.
Podczas wciskania uszczelek ramy (mankietów) w części nadwozia (obudowa koła zamachowego, pokrywa obudowy przekładni, pokrywa głowicy cylindrów) nie wolno dopuścić do odkształceń uszczelki i wiórów na jej powierzchni.
Warga uszczelniająca musi być równa i gładka. Przed montażem na wale powierzchnię dławnicy należy nasmarować smarem amerykańskim (olej stały) lub TsIATIM-201.
Wszystkie uszczelki muszą być wolne od wgnieceń i pęknięć.
Ryż. 19. Narzędzie do demontażu i montażu pierścieni tłokowych:
1 - przypadek; 2 - śruba; 3 - okładka; 4 - wiosna; 5 - kolczyk: 6 - rączka; 7 - oś; 8 - krakers (gąbki).
Ryż. 20. Stożkowy trzpień do montażu tłoka w tulei cylindrowej.
Ryż. 21. Ściągacz do wyjmowania tulei cylindrowych z bloku:
1 - dysk; 2 - kolczyk; 3 - śruba oczko; 4 - śruba; 5 - zdalna tuleja; 6 - bar; 7 - uchwyt.
Zlecenie montażu ogólnego. Do montażu silników na linii produkcyjnej w warunkach wyspecjalizowanych zakładów naprawczych stosuje się stojaki zębate lub przenośniki, które ułatwiają ich zainstalowanie w dogodnym miejscu do montażu. Do samodzielnego montażu silników stosuje się stojak uniwersalny OPR-989 [rys. 26] i in.
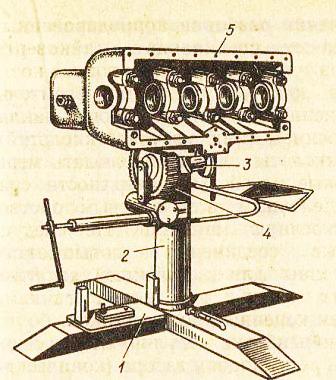
Ryż. 26. Uniwersalny stojak OPR-989 do demontażu i montażu silnika.
1) - Fundacja; 2) - rura; 3) – Wał obrotowy; 4) - Przekładnia ślimakowa; 5) - Blok cylindrów.
Znajpierw montują blok cylindrów: trzeba zainstalować tuleje i wałek rozrządu, tuleje popychaczy i popychaczy, uszczelki olejowe i rolki dekompresora, przewody olejowe. Następnie ponownie przedmuchaj kanały olejowe w bloku sprężonym powietrzem i zamontuj kołek przekładni pośredniej, kołki i inne części.
V wał korbowy z łożyskami głównymi jest ułożony w bloku, następnie tuleje cylindrowe, korbowód i zestaw tłoków, belka tylna i koło zamachowe, pompa olejowa i skrzynia korbowa, głowica cylindrów, turbosprężarka i mechanizm wahacza, osprzęt paliwowy, filtry i rurociągi, dolot i wydech kolektory, pompa wody są instalowane i wentylator, skrzynia biegów, rozrusznik i sprzęgło w kolejności zależnej od konstrukcji silnika.
Montaż wału korbowego. Zaleca się najpierw zmontować i dokręcić łożyska główne bez wału. Moment dokręcania nakrętek dla silników YaMZ-238NB wynosi 422-460 Nm dla głównych śrub; sąsiednie 98-118 N.m.; A-01 i A-41 - 410-440; typ SMD - 200-220 Nm (śruby SMD-60 - 160-180 Nm); D-37M - 140-160 Nm; ZMZ-53A - 110-120 Nm; ZIL-130 - 110-130 N.m na przód i 80-100 N.m. dla innych łożysk. Pomiary określają ich owalność, stożek, luz oleju i przemieszczenie górnej wkładki względem dolnej. Aby zapewnić 80% zasobów, podczas remontu dopuszcza się luki w łożyskach głównych nie więcej niż: 0,156 mm - SMD-60, 0,160 mm - A01M; 0,180 mm - A-41; 0,120 mm - D-37M; 0,08 mm - ZMZ-53A; 0,065 mm - ZIL-130; 0,130 mm - YaMZ-238NB.
DOCzopy wału korbowego należy nasmarować cienką warstwą oleju, założyć półpierścienie dystansowe, a następnie ułożyć wał korbowy. Najpierw środkowe łożysko główne jest równomiernie dokręcane w dwóch lub trzech krokach. Jeśli wał można łatwo obrócić za pomocą śruby w kołnierzu, dokręć równomiernie pozostałe pokrywy łożyska. Jeśli wał kręci się mocno, należy go zdjąć, a szyjki posmarować cienką warstwą farby. Następnie należy ponownie ułożyć wał, obrócić go, zdemontować, sprawdzić - po odciskach farby na wkładkach określić przyczynę ciasnego skręcania i wyeliminować ją.
Pprzesuwając wał korbowy wzdłuż osi, bieg osiowy sprawdza się szczelinomierzem, który dla silników Diesla waha się od 0,1-0,4 mm, dla silników samochodowych 0,08-0,25 mm. Rozbieg osiowy regulowany jest przez dobór grubości półpierścieni dystansowych, grubości kołnierza łożyska montażowego lub innych urządzeń do tego typu silników.
Pprawidłowo ułożony wał powinien obracać się pod wpływem siły ręki przyłożonej do czopów korbowodu.
Montaż tulei w bloku. Tuleje, które są zainstalowane w bloku, muszą być tej samej grupy rozmiarów, nowe lub tego samego rozmiaru do naprawy i swobodnie obracać się w bloku bez pierścieni uszczelniających.
PPo zamontowaniu oringów tuleje należy wcisnąć w blok za pomocą narzędzia z prasą hydrauliczną (pneumatyczną) lub klocka drewnianego i młotka. Niedopuszczalne jest odcinanie pierścienia uszczelniającego podczas zaciskania.
Ppo wciśnięciu tuleja powinna wystawać ponad płaszczyznę bloku o 0,10-0,21 mm dla silników wysokoprężnych SMD-17, SMD-18; 0,09-0,15 mm dla D-240, D-241; 0,07-0,27 mm dla D-160; 0,65-0,165 mm do silników Diesla innych marek. Różnica w występie tulei na jeden blok nie przekracza 0,05 mm. Występ dozwolony bez naprawy wynosi 0,04 mm (w silnikach wysokoprężnych A-01M i A-41 występ wynosi 0,05 mm).
PPrzy wciśniętej i nieruchomej głowicy sprawdza się owalność i stożkowy kształt tulei w obszarze roboczym od strony skrzyni korbowej (dopuszcza się nie więcej niż 0,03 mm).
PPodczas wykonywania rutynowych napraw tuleje muszą być zainstalowane w bloku, obracając się wokół osi o 90 stopni w stosunku do poprzedniego położenia, aby wydłużyć późniejszą żywotność ze względu na zmniejszenie owalności.
Montaż korbowodu i zestawu tłoka. Zestaw i wewnętrzną powierzchnię tulei należy przed montażem nasmarować olejem napędowym.Blokady pierwszego i drugiego pierścienia tłokowego są umieszczone pod kątem 180 stopni względem siebie na tłokach silników wysokoprężnych YaMZ-238NB, SMD-18, a między drugim a trzecim - pod kątem 90 stopni. Na tłokach silników ZMZ-53, SMD-60, A-01M i innych, zamki są ustawione względem siebie pod kątem 120 stopni. W takim przypadku zamki nie powinny być umieszczane na osi palca.
CIIZestaw atunno-tłokowy jest montowany w bloku od strony głowicy cylindrów za pomocą urządzenia do ściskania pierścieni. W takim przypadku należy zwrócić szczególną uwagę na poprawność jego położenia względem bloku (komora spalania, szczeliny w płaszczu tłoka, strzałki na denkach tłoka itp.).
bŚruby lub nakrętki łożysk korbowodów dokręca się kluczem dynamometrycznym z zachowaniem momentu 240-260 Nm. do silników Diesla SMD-60; 196-216 n.m. dla YaMZ-238NB, YaMZ-240B; 170-190 n.m. dla A-01M, A-41; 140-160 n.m. dla D-50, SMD-17, SMD-18 i innych; 100-120 n.m. dla D-37M, D-144, D-21; 68-76 n.m. do silników gaźnikowych ZMZ-53N; 70-80 n.m. dla ZIL-130. W silnikach ZMZ-53 podczas montażu dolnej głowicy korbowodu występ na pokrywie i numer na korbowodzie muszą być zgodne.
PPo zamontowaniu korbowodów moment obrotowy wału korbowego nie powinien przekraczać 50 Nm.
Ddno tłoków po zamontowaniu korbowód-tłok ustawiony w pozycji b. m. t. powinien wystawać lub opadać w stosunku do płaszczyzny bloku o rozmiar podany w tabeli 52.
Tabela 52. Położenie denka tłoka w zależności od gęstości bloku.
Pytania możesz zadawać dopiero po rejestracji. Zaloguj się lub zarejestruj, proszę.
Proszę powiedz mi, chcę zdemontować silnik. ale 41 napraw, coś skacze ciśnienie, jakie cechy i na co trzeba zwracać uwagę przy demontażu, naprawie i montażu silnika, z góry wszystkim dziękuję!
Czy czujnik ciśnienia działa? Po prostu ciśnienie nie skacze. Jest albo zawsze niski, albo normalny.
Proszę powiedz mi, chcę zdemontować silnik. ale 41 napraw, coś skacze ciśnienie, jakie cechy i na co trzeba zwracać uwagę przy demontażu, naprawie i montażu silnika, z góry wszystkim dziękuję!
Witaj kolego, czy paleta jest zgnieciona?
Być może wlot w palecie jest odkręcony z drżenia, miałem to.
zostanę zauważony 
Rozbierajmy to nie bójmy się tutaj na forum chłopaki są normalni zawsze powiedzą jak cokolwiek.Właśnie kupiłem własny jak kupiłem traktor to nawet nie odpaliłem od razu rozebrałem.W zimie szlifowałem wałek,kupiłem części zamienne,za dwa tygodnie zacznę montować,tylko na parę i będziemy.
Chłopaki zmontują silnik zrobią zdjęcie przegląd co i jak 
w połowie pusta, bardzo ciekawa do zobaczenia 
zrób zdjęcie przegląd co i jak
Spróbuję, a potem jak pójdzie.
zrób zdjęcie przegląd co i jak
Spróbuję, a potem jak pójdzie.
Cóż, poczekam 
Chłopaki powiedzcie mi jaka jest różnica między zestawem naprawczym do pompy wody a 41 starym i nowym modelem
Przyszedł czas na montaż silnika, najpierw czyścimy blok, potem dokładnie spłukujemy benzyną i przedmuchujemy powietrzem, płucząc wał korbowy w jednym. Zwracamy szczególną uwagę na płukanie kanałów.
Po wypłukaniu bloku i wału korbowego przygotowujemy tuleje do umieszczenia w bloku. W tym celu układamy pierścienie tłokowe na tulejach sprawdzając szczeliny w połączeniach.W tym przypadku pierścienie STAPRI nie świecą stabilnie a szczeliny w całym zestawie wynoszą od 0,4 do 0,65, przechodzą zgodnie z tolerancje Następnie zaznaczamy tuleje, tłoki i pierścienie na cylindrach, aby w przyszłości podczas montażu nie pomylić, przepłukać tuleje i założyć O-ringi, nasmarować je i gniazda w bloku litem i włóż je do bloku.Lepiej posadzić tuleje, wykonując proste urządzenie z pręta gwintowanego i przekładek, niż wbijać młotem kowalskim.
Po posadzeniu tulei przygotowujemy inne części do dalszego montażu Moje główne osłony, demontuję pompę oleju i sprawdzam zużycie, mechanizm wyważający wymagał wymiany łożysk, oba napędy pomp olejowych NSh-10 i NSh-32 również wymagały wymiany łożyska sprzęgło sprzęgające NSh-32, krzywki spalone.
Po posadzeniu tulei przygotowujemy inne części do dalszego montażu Moje główne osłony, demontuję pompę oleju i sprawdzam zużycie, mechanizm wyważający wymagał wymiany łożysk, oba napędy pomp olejowych NSh-10 i NSh-32 również wymagały wymiany łożyska sprzęgło sprzęgające NSh-32, krzywki spalone.
Powiedz mi, gdzie są numery na tłokach? też zawalił się silnik na tłokach znalazł numer 2k lub 2zh, co to może oznaczać? a ile kosztował cały zestaw tłoków, jeśli nie tajemnicą
liczba 2k lub 2zh, co to oznacza? a ile kosztował cały zestaw tłoków, jeśli nie tajemnicą
2-Jest to grupa wagowa tłoków 3020-3030 kg, a F to grupa rozmiarowa 129,89-129.91.Cena zestawu to 12800r. Podczas montażu silnika pożądany jest tłok jednej grupy.
liczba 2k lub 2zh, co to oznacza? a ile kosztował cały zestaw tłoków, jeśli nie tajemnicą
2-Jest to grupa wagowa tłoków 3020-3030 kg, a F to grupa rozmiarowa 129,89-129.91.Cena zestawu to 12800r. Podczas montażu silnika pożądany jest tłok jednej grupy.
Dziękuję Ci 
Myślałem o zakupie nowego tłoka  Rozebrałem silnik i bałem się, odrzucę fotkę jaki mam tłok i jak jeszcze jeździł i co najważniejsze nie palił
Rozebrałem silnik i bałem się, odrzucę fotkę jaki mam tłok i jak jeszcze jeździł i co najważniejsze nie palił
Aleksandrze Nikołajewiczu, robisz wszystko według Feng Shui 
... Środek do usuwania rękawów - możesz go również zobaczyć do zakładania rękawów na miejscu. Nigdy nie używam młota kowalskiego - rękawy wkładam z wysiłku ręki, czujesz wysiłek i gumowe pierścienie nie odetną. Po posadzeniu wbijam młotkiem drewnianą przekładkę.
To jest mój przystojny 

Rękawy wkładam z wysiłku ręki, czujesz wysiłek i gumowe kółka nie odetną.
Szczerze mówiąc, nawet nie pomyślałem, żeby spróbować rękami, ale oczywiście jest strach.
Witam wszystkich, którzy mówią, że wał korbowy a-41 jest w Chinach kosztuje 14 ton, a wał Barnaul kosztuje 24 tony, czym się różnią? A czy mogę umieścić chiński? co myślisz
A czy mogę umieścić chiński? co myślisz
A co ze starym, może go wypolerować. Chińska to ruletka, nie ma o nich dobrych opinii.
A czy mogę umieścić chiński? co myślisz
A co ze starym, może go wypolerować. Chińska to ruletka, nie ma o nich dobrych opinii.
na korzeniu są łobuzy, a wstawki były już p3 do wyostrzenia, myślę, że nie ma sensu, ale co do Barnaula, co o tym myślisz?
wstawki już stały p3 ostrzenie Myślę, że nie ma sensu, ale co do Barnaula, co o tym myślisz?
Została jeszcze jedna naprawa i można je szlifować, a Barnaulsky to ich własny wał, wszystkie silniki na nich pracują. Ale przy wymianie wału konieczne jest wyważenie kołem zamachowym.Miałem doświadczenie w montażu wału bez wyważania, po złożeniu silnika przy pierwszym uruchomieniu poszły straszne wibracje, ale nie chciałem rozbierać silnika, Wyszedłem z sytuacji przez przyspawanie kawałków zbrojenia do kosza naukową metodą szturchania, choć zajęło to dwa dni, po czym zawsze jeżdżę po wyważenie.
wstawki już stały p3 ostrzenie Myślę, że nie ma sensu, ale co do Barnaula, co o tym myślisz?
Została jeszcze jedna naprawa i można je szlifować, a Barnaulsky to ich własny wał, wszystkie silniki na nich pracują. Ale przy wymianie wału konieczne jest wyważenie z kołem zamachowym.Miałem doświadczenie w montażu wału bez wyważania, po złożeniu silnika przy pierwszym uruchomieniu poszły straszne wibracje, ale nie chciałem rozbierać silnika , wyszedłem z pozycji przez przyspawanie kawałków zbrojenia do koła zamachowego przez szturchanie, choć zajęło to dwa dni.Potem zawsze jeżdżę po wyważenie.
Nie myślałem o balansowaniu. 
wyważanie nie działa w moim mieście, chciałem wyważać szyb 66 gazem, więc kazali mi nie wyważać wszystkie maszyny zostały sprzedane
Silniki są montowane w trzech etapach: pozycja pionowa ze skrzynią korbową do góry, gdy układany jest wał korbowy; pozycja pozioma - do instalacji głównych zespołów i części montażowych; pozycja pionowa ze skrzynią korbową w dół - podczas końcowego montażu i kompletacji. Do indywidualnego montażu silników stosuje się stojak uniwersalny USD-3 lub specjalny stojak do montażu silników D-108 i D-160 (rys. 107).W wyspecjalizowanych zakładach naprawczych silniki montowane są na linii produkcyjnej.
Ryż. 107. Stanowisko do demontażu i montażu silników D-108 i D-160:
1 - rama, 2 - koło, 3 - sektor dolny, 4 - śruba wychylna, 5 - sektor górny, 6 - płyta, 7 - rolka, 8 - ustalacz
Silniki są montowane w następującej kolejności: wkładają wał korbowy w główne łożyska, montują tuleje cylindrowe, zespół korbowodów-tłoków, mechanizm rozrządu, tylną belkę i koło zamachowe, pompę olejową i skrzynię korbową, głowicę, paliwo osprzęt, filtry i rurociągi, kolektory ssące i wydechowe, pompa i wentylator wody, reduktor i rozrusznik.
Zaleca się montaż wału korbowego w tej kolejności. Sprawdź i uzupełnij wał z łożyskami głównymi. Jeżeli tuleje nie mogą być wywiercone i odpowiadają podanej wielkości czopów wału, układa się je w łożu blokowym, a łożyska główne są montowane i dokręcane. Ułożyć wał korbowy i sprawdzić jego montaż zgodnie z warunkami technicznymi naprawy.
Dopuszczalne wartości luzów w łożyskach głównych bez naprawy przy normalnych wymiarach czopów wału korbowego silników ciągników to: dla D-108 i D-160 - 0,35 mm; dla wszystkich pozostałych - 0,24-0,30 mm.
Po sprawdzeniu wymiarów i ustaleniu luzów zdejmuje się pokrywy łożysk, smaruje się czopy główne wału cienką warstwą oleju i opuszcza wał na tuleje zamontowane w bloku.
Moment dokręcania nakrętek głównych łożysk silników D-108 wynosi 370-420 Nm; A-01M, A-41 - 410-440; D-65, D-240 - 220-260 i SMD-14-200-220 Nm. Najpierw dokręć środkowe łożysko główne i spróbuj ręcznie obrócić wał korbowy za pomocą śruby w kołnierzu koła zamachowego. Jeśli wał obraca się łatwo, stopniowo dokręcaj pozostałe pokrywy łożysk. Bieg osiowy wału korbowego sprawdza się przesuwając go wzdłuż osi za pomocą łomu, a luz końcowy mierzy się w skrajnym położeniu. Bieg osiowy wału korbowego dla silników D-108 wynosi 0,1-0,5 mm; SMD-14-0,2-0,4; A-01M i A-41—0,1—0,35 mm.
Prawidłowo ułożony wał powinien mieć możliwość obracania się za pomocą siły ręki przyłożonej do śruby koła zamachowego lub czopów korbowodu.
Zespół korbowodowo-tłokowy jest instalowany w bloku od strony głowicy cylindrów za pomocą urządzeń do ściskania pierścieni. Dokręcić nakrętki łożyska korbowodu kluczem dynamometrycznym z następującym momentem dokręcania: dla silników SMD-14 — 140-160 Nm; A-01M, A-41 —160—180; D-108 - 140-150 Nm.
Dopuszczalny bieg osiowy dolnej głowicy korbowodu bez naprawy wynosi 1 mm. Po zamontowaniu tylnej belki i obudowy uszczelki zamontuj koło zamachowe. Bicie koła zamachowego po zamocowaniu do wału korbowego nie powinno przekraczać 0,3 mm.
Silnik tłokowy A-41 rodzi się więcej
Leżał w magazynie wojskowym w stanie konserwacji, więc silnik jako taki nie działał.
Wszystkie wyroby gumowe zostały wymienione na nowe.
Sprzęt paliwowy został poddany przeglądowi, został dostrojony do modyfikacji silnika, wszystkie tłoki silnika (tuleja, tłok, pierścienie, sworznie) zostały wymienione na nowe zestawy Kostroma.
Wał korbowy jest polerowany, nowe tuleje zostały wymienione, w zestawie rozrusznik i tarcze sprzęgła.
Udzielamy gwarancji na trzy miesiące po podpisaniu umowy sprzedaży.
Na życzenie możemy zamontować silnik lub wykonać walcowanie na walcarce.
Cena do negocjacji, ustalana indywidualnie.
Dostępnych jest również wiele innych silników, na przykład YaMZ 236, SMD 31, D260 i tak dalej.
Wideo tłokowy silnik A 41 kanałowy Artem Iwanow
Nasza firma zajmuje się sprzedażą części zamiennych do różnego rodzaju urządzeń specjalnych, samochodów ciężarowych oraz sprzętu rolniczego produkcji krajowej i zagranicznej m.in. część zapasowa oraz silnik AMZ A-01, A-41, D-442 ... Jednym z kierunków pracy przedsiębiorstwa jest naprawa i konserwacja silników, skrzyń biegów, układu kierowniczego, hamulcowego, podwozia, wyposażenia hydraulicznego i elektrycznego.Współpracując z nami masz gwarancję indywidualnego podejścia i fachowego doradztwa, a także wysokiej jakości części zamiennych i komponentów w najniższych cenach.
Rozwiązywanie problemów i demontaż silnika Ałtaj
instalacja silnikowa A-01, A-41, D-442
Rozwiązywanie problemów silnika AMZ A-01, A-41, D-442 odbywa się w procesie demontażu silnika, poprzez zewnętrzną kontrolę zespołów i mechanizmów oraz odrzucenie zużytych i wadliwych części, które definitywnie podlegają wymianie.
Demontaż silnika AMZ A01, A41, D442 v jest wykonywany na stoisku. Podczas demontażu silnika silnik rozwiązuje problemy - części są ułożone w grupach:
- Ÿ przystosowany do montażu na silniku.
- Ÿ części wymagające naprawy.
- Ÿ bezużyteczny.
Na demontaż silnika AMZ A-01, A-41, D-442 zabronione jest używanie dłut, łomów, dźwigni. Nie zaleca się używania kluczy nastawnych podczas demontażu silnika, w przypadku braku klucza o wymaganym rozmiarze należy użyć uszczelek między szczękami klucza, ponieważ może to prowadzić do rozerwania krawędzi śrub i łączników.
Demontaż i rozwiązywanie problemów silnika AMZ A01, A41, D442 odbywa się w następującej kolejności:
-
Wirnik i pasek wentylatora są usunięte.
Napędy i pręty są odłączone, a nakrętki i śruby generatora, gaźnika, magneto, rozrusznika i silnika rozruchowego są poluzowane, a następnie wymienione jednostki są usuwane z silnika.
Przewody paliwowe wysokiego i niskiego ciśnienia są odłączane i usuwane, przewody filtra powietrza, wspornik i filtr powietrza są usuwane.
Filtry paliwa do dokładnego i zgrubnego czyszczenia, filtr oleju i uszczelka obudowy są usuwane.
Kolektory dolotowy i wydechowy są usuwane, korek jest usuwany z miski silnika, rura wodna jest usuwana.
Odwracam się na dalsze demontaż silnikaAMZ A-01, A-41, D-442 miska olejowa, miska olejowa z uszczelką korkową jest usuwana.
Dalej jest produkowany demontaż silnika A01, A41, D442 na węzłach i szczegółach. Wszystkie szczegóły po demontaż silnika są znakowane, myte i poddawane finalnej rozwiązywanie problemów z silnikiem AMZ A01, A442 - dokonywane są pomiary zużycia części, na podstawie których podejmowana jest decyzja o przydatności części do ponownego użycia lub renowacji.
Świadczymy usługi remontów i renowacji silników do sprzętu rolniczego i specjalnego, a także samochodów ciężarowych czołowych producentów krajowych i zagranicznych. Wszystkie prace naprawcze silników wykonywane są w warsztacie przy użyciu najnowocześniejszego sprzętu przez naszych doświadczonych techników naprawczych. Możliwe są również wizyty na miejscu u klientów. Przeprowadzimy demontaż silnika, wykrycie usterek i mycie, wymianę zużytych części, ich szlifowanie oraz co ważne testy na stoisku z późniejszą regulacją, malowaniem i montażem na aucie. Dzięki nawiązanej współpracy z czołowymi producentami i dostawcami jesteśmy w stanie zaoferować nie tylko naprawy, ale również sprzedaż oryginalnych części i podzespołów w najniższych cenach. ( Przejdź do katalogu części zamiennych do silnika AMZ A-01, A-41, D-442)
W celu zakupu części zamiennych prosimy o kontakt telefoniczny:
Wiele przydatnych informacji dla właścicieli modeli BMW 5 można znaleźć na BMW Automotive Forum Awarie, konserwacja, naprawa i eksploatacja.
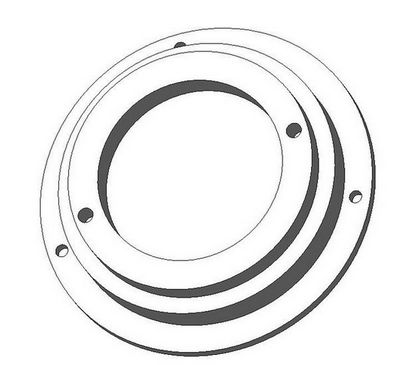
Silnik A-41 jest wyposażony w mechanizm równoważący siły bezwładności działające w płaszczyźnie pionowej. Mechanizm równoważący (Rysunek 1) składa się z dwóch ciężarków obracających się w przeciwnych kierunkach. Prędkość obrotowa odważników jest dwukrotnością prędkości obrotowej wału korbowego. Podczas obrotu środki ciężkości ciężarków są skierowane jednocześnie w jednym kierunku. Ciężarki odlewane są razem z osiami, które wciskane są w koła zębate 2. W korpusie mechanizm równoważący Zainstalowane są cylindryczne łożyska wałeczkowe, w których obracają się osie ciężarków. Pierścień zębaty 4, który jest zamontowany w środkowej części wału korbowego w pobliżu trzeciego czopu głównego, napędza koło zębate do obracania.
Obrazek 1. Części mechanizmu równoważącego: urządzenie; b - wykres sił; c - instalacja kół zębatych według znaków; 1 - ciało; 2 - bieg; 3 - rurociąg olejowy do chłodnicy oleju; 4 - wieniec zębaty napędu mechanizmu wyważającego; 5 - uszczelka regulacyjna; 6 - ładunek.
W wyniku rotacji obciążeń powstają siły odśrodkowe Rc, które rozkładają się na dwie składowe - siły poziome i pionowe. Siły poziome działają w przeciwnych kierunkach, dzięki czemu wzajemnie się równoważą. Siły pionowe sumują się i tworzą sumę Vs. Suma sił pionowych równoważy w pionie sumę sił bezwładności Ri we wszystkich czterech cylindrach.
Instalacja mechanizm równoważący na silniku A-41 odbywa się z tłokiem pierwszego cylindra w górnym martwym punkcie. Koła zębate muszą być zainstalowane zgodnie z oznaczeniami na ich zębach i wnękach, gdy obciążenia znajdują się poniżej.
Montaż silników odbywa się w trzech etapach: pozycja pionowa ze skrzynią korbową do góry podczas układania wału korbowego; pozycja pozioma - do zainstalowania głównych zespołów i części montażowych; pozycja pionowa ze skrzynią korbową w dół - podczas końcowego montażu i zakończenia. Do indywidualnego montażu silników stosuje się stojak uniwersalny USD-3 lub specjalny stojak do montażu silników D-108 i D-160 (rys. 107). W wyspecjalizowanych zakładach naprawczych silniki montowane są na linii produkcyjnej.
Ryż. 107. Stanowisko do demontażu i montażu silników D-108 i D-160:
1 - rama, 2 - koło, 3 - sektor dolny, 4 - śruba na zawiasach, 5 - sektor górny, 6 - płyta, 7 - rolka, 8 - ustalacz
Silniki są montowane w następującej kolejności: wał korbowy umieszczony w łożyskach głównych, tuleje cylindrowe, korbowód i grupa tłoków, mechanizm dystrybucji gazu, belka tylna i koło zamachowe, pompa olejowa i skrzynia korbowa, głowica cylindrów , osprzęt paliwowy, filtry i rurociągi, kolektory ssące i wydechowe, pompa i wentylator wody, reduktor i rozrusznik.
Zaleca się montaż wału korbowego w tej kolejności. Sprawdź i uzupełnij wał z łożyskami głównymi. Jeżeli tuleje nie podlegają wytaczaniu i odpowiadają podanej wielkości czopów wału, układa się je w łożu bloku, łożyska główne są montowane i dokręcane. Połóż wał korbowy i sprawdź jego instalację zgodnie ze specyfikacją naprawy.
Luki w łożyskach głównych, które są dopuszczalne bez naprawy przy normalnych rozmiarach czopów wału korbowego silników ciągników, to: dla D-108 i D-160 - 0,35 mm; dla wszystkich pozostałych - 0,24-0,30 mm.
Po sprawdzeniu wymiarów i określeniu szczelin, pokrywy łożysk są usuwane, główne czopy wału są smarowane cienką warstwą oleju, a wał jest opuszczany na wkładki zainstalowane w bloku.
Moment dokręcania nakrętek głównych łożysk silników D-108 wynosi 370-420 Nm; A-01M, A-41 - 410-440; D-65, D-240 - 220-260 i SMD-14-200-220 Nm. Najpierw dokręć środkowe łożysko główne i spróbuj ręcznie obrócić wał korbowy na śrubie w kołnierzu do mocowania koła zamachowego. Jeśli wał obraca się łatwo, stopniowo dokręcaj pozostałe pokrywy łożysk. Osiowy rozruch wału korbowego sprawdza się przesuwając go wzdłuż osi za pomocą łomu i mierząc luz końcowy w skrajnym położeniu. Osiowy start wału korbowego dla silników D-108 wynosi 0,1-0,5 mm; SMD-14-0,2-0,4; A-01M i A-41—0,1—0,35 mm.
Prawidłowo ułożony wał powinien obracać się z siłą ręki przyłożoną do śruby koła zamachowego lub czopów korbowych.
Korbowód i grupa tłoków są montowane w bloku od strony głowicy cylindrów za pomocą urządzeń do ściskania pierścieni. Dokręcić nakrętki łożyska korbowodu kluczem dynamometrycznym z następującym momentem dokręcania: dla silników SMD-14-140-160 Nm; A-01M, A-41 -160-180; D-108 - 140-150 Nm.
Dozwolony bez naprawy rozbieg dolny łba korbowodu wynosi 1 mm. Po zamontowaniu tylnej belki i obudowy uszczelnienia montowane jest koło zamachowe. Bicie koła zamachowego po zamocowaniu na wale korbowym nie powinno przekraczać 0,3 mm.
DO Kategoria: – Konserwacja maszyn drogowych
Witam! Mam problem z silnikiem SMD-22. Kupiliśmy kombajn Sk-5 Niva. Blok SMD-22 (vibito na bloku), nie wiem jaką głowicę ostatnio wymienili na turbinę. Początkowo działał nieczysto (czasami usunął się biały dym). Silnik wymagał naprawy. Pierwszym krokiem była regulacja paliwa i remont silnika. Ale o dziwo problem nie zniknął. Słychać było, że z silnika trochę truchciło się, że z wydechu pośliznął się biały dym. Zdjąłem kolektor wydechowy i uruchomiłem silnik. Cylindry 1, 3,4 pracują, a z drugiego po prostu wydobywa się biały dym niepalnego paliwa.
Zamienione wtryskiwacze, ten sam problem.
Włożyłem kolejną pompę paliwa, nic się nie zmieniło.
Potem zacząłem regulować kąt wtrysku paliwa. Gdy trochę później założyłem to dym z drugiego cylindra był jeszcze większy i silnik stracił moc. Kiedy przestawiłem ryabushkę na bok + wcześniej, stopniowo zaczął działać drugi cylinder. Im wcześniej tym więcej pracował cylinder 2, ale pierwsze cylindry 1 i 4 przestały działać, potem prawie od razu i 3. Myślę, że to oznacza, że pomieszałem znaki przy montażu silnika. Załatwiłem to wszystko. Wymieniłem cały wałek rozrządu na swoim miejscu. Regulowałem luz zaworowy około 20 razy ale problem nie ustępował.
Trochę napisane w tym wątku https://my.housecope.com/wp-content/uploads/ext/967/forum/obshchie-voprosy-po-sel-2. ale nie znalazłem odpowiedzi na moje pytanie.
Doradzić co to może być i jak rozwiązać problem?
Ostatnie logowanie: 2 godziny 21 minut temu
Rejestracja: 09.11.2010 - 20:53
Być może zawór nie jest szczelny, do cylindra dostaje się woda lub, co jest mało prawdopodobne, przewód wysokiego ciśnienia.
Ostatnia wizyta: 6 miesięcy 1 tydzień temu
Rejestracja: 04.12.2010 - 00:21
Być może zawór nie jest szczelny, do cylindra dostaje się woda lub, co jest mało prawdopodobne, przewód wysokiego ciśnienia.
Zawory były wielokrotnie sprawdzane i docierane. Zawory działają, szeroka część robocza jest pełna. Woda nie dostaje się do cylindra. Rurka jest wykluczona, ponieważ przy zmianie kąta wtrysku drugi cylinder zaczyna dobrze pracować. Tak i tak wymontowałem i sprawdziłem wszystkie rury i dysze.
Ostatnie logowanie: 2 godziny 21 minut temu
Rejestracja: 09.11.2010 - 20:53
Najprawdopodobniej jest jakiś drobiazg, o którym nie myślisz od razu, ale ona uderza. W mojej praktyce było kilka przypadków, kiedy przez drobiazg wykonałem kilka ruchów i przez cały rok łamałem sobie głowę.






| Wideo (kliknij, aby odtworzyć). |
Proszę o radę, ustaw kolejność czynności regulacji momentu obrotowego.














